落料冲孔复合模具
一、冲压工艺分析及模具结构类型
该冲裁件的材料为Q235钢,料厚t=3mm,该冲裁件结构简单,比较适合冲裁。技术要求,该零件尺寸图上所有未标注公差为IT14级确定工件尺寸公差,属自由尺寸,因此,尺寸精度要求较低。
1工艺分析:
(1)结构;由图(1―1)可知该制件包括;冲孔、落料等工序。从整体上看主要由冲孔、落料完成。
(2)尺寸精度;该零件尺寸图上所有未标注公差为IT14级确定工件尺寸公差,属自由尺寸,因此,尺寸精度要求较低。
(3)合理性;由于该制件要求中批量生产,因此可以初步断定采用复合模具设计,可采用,冲孔、落料复合模具,这样模具结构较简单。
(4)材料采用Q235钢
2方案选取
方案一:采用复合模加工。复合模的特点是生产率高,冲裁件的内孔与外缘的相对位置精度高,适合重量生产。
方案二:级进模比单工序生产率高,减少了模具和设备数量,便于生产自动化对于孔边距较小的有利,适合大批量生产
方案三:单冲模结构简单,制造成本低,易于加工和模具的维修,适用于小批量或试制件
比较三个方案,第一由于小孔于边缘距离太近,所以不适合连续冲孔,容易变形。适合选用级进模,但由于精度要求低,成本上不适合。第二生产批量上本制件是中批量生产,优先适合于复合模。所以最后决定用1套复合模落料加冲孔,然后单工序模冲2小孔,完成制件。
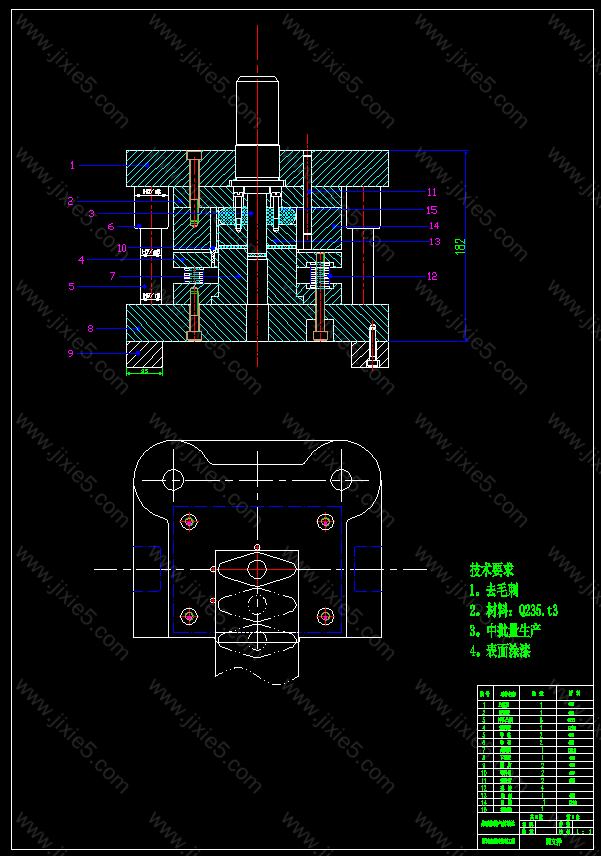
总装图
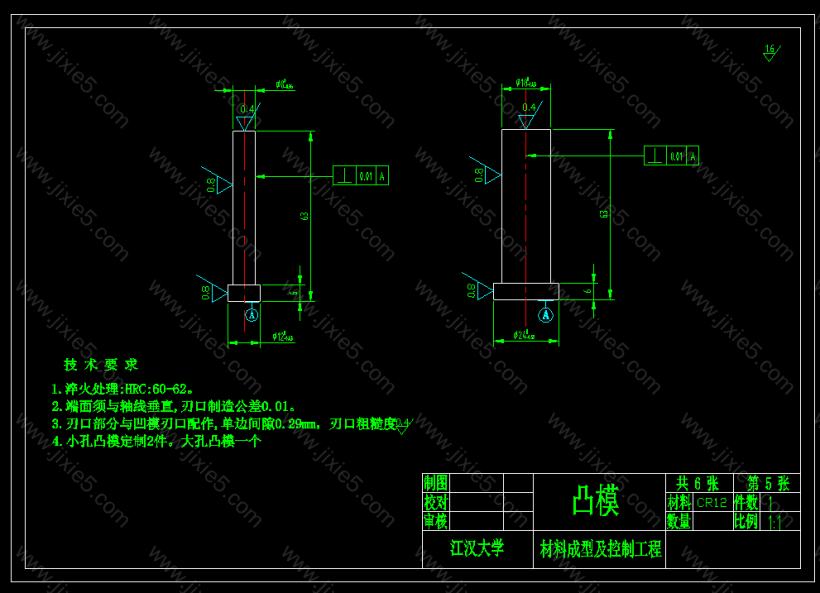
凸模
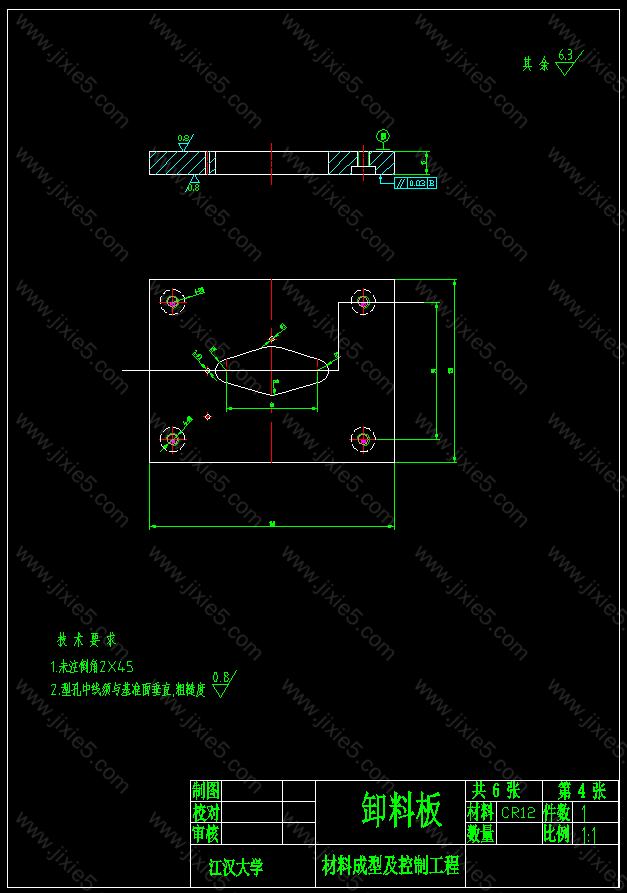
卸料板

柴油机排气法兰

凸凹模,凹模