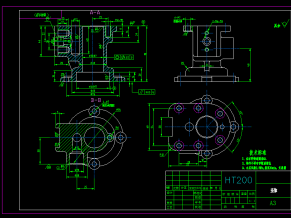
零件图-布局1
该零件材料为HT200灰口铸铁,由于零件结构比较复杂,有多处圆角与之相关线段连接,并有多处孔加工,材料加工时易变形,因此要注意加紧力,防止变形,该零件尺寸大,故采用砂型铸造。
2、确定毛坯余量
求最大轮廓尺寸根据零件图计算轮廓尺寸,长275mm,宽55mm,高407mm,故最大轮廓尺寸为407mm。
选取公差等级CT由表5-1,铸造方法按机器造型、铸件材料按灰铸铁,得公差等级CT范围8~12级,取CT为10级。
求铸件尺寸公差根据加工面的基本尺寸和铸件公差等级CT,由表5-3查得,公差带相对于基本尺寸对称分布。
求机械加工余量等级由表5-5,铸造方法按机器造型、铸件材料按灰铸铁,得机械加工余量等级范围E~F级,取F级。
求RMA(要求的机械加工余量)对所有的加工表面取同一个数值,由表5-4查最大轮廓尺寸为407mm,机械加工余量等级为F级,得RMA数值3mm.。

定位销-Model

工序图5-Model

工序图10-Model

工序图15-布局2

工序图20-布局2

工序图30-Model

工序图35-Model

工序图40-Model

工序图40-布局2

工序图45-布局2

公差带图-Model

夹具体-Model

量规-Model

毛坯图-Model

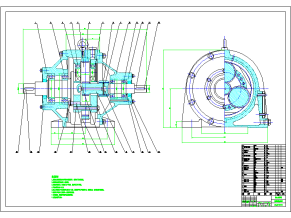
装配图1-Model
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!