

零件图A1
TX32A铣削头主轴的工艺编制及工装设计
摘要
论述铣削头主轴的工艺编制及工装设计,研究零件机械加工工艺规程的设计问题,介绍工艺规程的组成、制定路线等。说明零件的机械加工工艺结构性,结合生产主要从零件分析、毛坯的选择、工艺路线的拟定、工序内容的确定等几个方面详细的讲述了铣削头主轴零件工艺过程设计以及工艺编制中应注意的问题,以及如何才能达到最理想的表面质量和经济效益。
针对设计给定的题目,设计2-M6和4-M12螺纹孔的专用钻床夹具。夹具设计包括:设计出对零件进行定位,夹紧,还有引导的各个元件。在这里尤其要注意的是,夹具在定位零部件的时候,会产生误差,这个误差要在的合理控制范围以内,要充分了解夹具的优缺点,以便改进。
关键词:铣削头主轴、工艺编制、工装、钻床夹具
ABSTRACT
This paper discusses the process design and tooling design of the milling head spindle, studies the design problem of the machining process of parts, introduces the composition of the process rules, and sets out the route. The details of the machining process of the parts are described in detail, and the design of the parts of the milling head is described in detail in the aspects of the analysis of the parts, the selection of the roughings, the formulation of the process route and the determination of the process contents. The question, and how to achieve the best surface quality and economic benefits.
For the design of a given topic, the design of 2-M6 and 4-M12 threaded hole of the special drilling fixture. Fixture design includes design of the parts for positioning, clamping, and guide thevarious components. In particular here to note that the fixture in the positioning of parts, itwill produce errors, the errorwithin the reasonable control range, to fully understand the advantages and disadvantages of fixtures in order to improve.
Keywords Milling head spindle, process preparation, tooling, drilling fixture
目录
摘要I
ABSTRACT II
引言1
第1章零件分析2
1.1零件的作用2
1.2零件的技术要求2
1.2.1组成表面2
1.2.2加工的要求3
1.2.3形位公差要求3
第2章毛坯的选择5
2.1选择毛坯的原则5
2.2零件毛坯的选择及制造方法5
2.3毛坯的热处理6
第3章拟定工艺路线7
3.1定位基准的选择7
3.1.1粗基准的选择7
3.1.2精基准的选择7
3.2加工工艺路线的拟定8
3.3加工方法的拟定10
第4章加工余量、切削用量及切削时间的确定12
4.1加工余量的确定12
4.2切削用量及切削时间的确定16
第5章夹具设计27
5.1确定定位方案、定位元件27
5.1.1确定定位方案27
5.1.2确定定位元件27
5.2确定夹紧方案、夹紧元件28
5.2.1确定夹紧方案28
5.2.2确定夹紧元件28
5.3确定夹具体29
5.4确定导向装置29
5.5钻削力计算29
结论31
致谢32
参考文献33

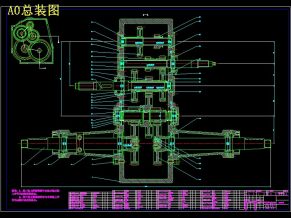
夹具装配图A0

夹具体零件图A1

毛坯图A2

字数统计

夹具设计部分

零件分析部分

设计所包含文件

工序卡

过程卡

说明书前三页






















")
")
