

工件
轴承座加工工艺规程及其镗Ф20孔夹具设计,包括轴承座工艺分析、镗Ф20孔夹具及三维总装图,现对这三部分分述如下:
1.轴承座材料HT200,年产量为1000件即中批量生产,由《机械制造工艺设计简明手册》(以后简称《工艺简明手册》)表1.3-1知,毛坯制造方法为金属型浇注,精度等级CT7~9,加工余量等级F。表1.4-6、1.4-7、1.4-8和2.2-4知,各加工表面的加工余量,加工方法及机床型号,计算各工序工时。
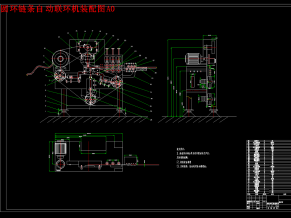
2.轴承座镗Ф20孔的夹具设计,由工艺路线及《简明机床夹具设计手册》中六点定位原理,选择轴承座底面及两个Ф8孔定位,对应的定位元件为定位块、A型固定式定位销和B型固定式定位销;由轴承座零件结构知采用铰链压板夹紧机构夹紧工件;引导装置则是由镗模座、镗套和衬套等组成,来确定镗刀位置。
3.依据绘制的二维装配图及《零件三维建模与制造――UG NX三维造型》,利用UG软件绘制出二维夹具装配图上各零件图,然后利用配合关系把各零件装配在一起。

三维

三维图

轴承座零件图――A3

装配图――A1

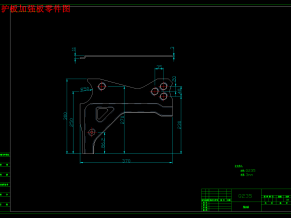
V型压块――A3

定位块――A3

工序卡

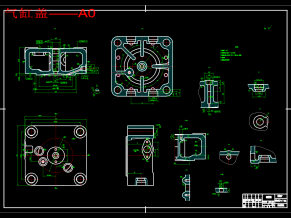
夹具体――A2

全部文件

镗模座――A3

轴承座毛坯图――A3

字数和目录
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!














")






")
")
