0三维预览图(1)
摘要
万向节滑动叉主要用于在两个不同的心轴或有一定夹角的轴间传递动力,使用万向节滑动叉可以简化万向传动装置的结构,因此对于万向节滑动叉的研究具有深远的意义。
本次设计的主要内容就是制订万向节滑动叉的相关工艺规程,并设计其中的专用夹具,运用三维软件建立实体图,导出二维图并应用CAD修改。设计内容需要运用各方面的机械专业知识,是对我们学习成果的全面考察也是对专业软件应用熟练程度的一次考验。
总的来说本次设计是对四年专业知识学习的总结与提高,是一种知识层次的升华。
关键词:万向节滑动叉;工艺分析;专用夹具
Abstract
The cardan sliding fork is mainly used in two different spindle or power transmission angle between axes, structure using the cardan sliding fork universal transmission device can be simplified, so it has far-reaching significance for the study of the cardan sliding fork.
The design of the main content is to develop the universal joint slip fork of the relevant technical procedures, and design of the special fixture, use three-dimensional software to establish the entity diagram, export two-dimensional map, and apply CAD modify. Design content requires the use of all aspects of mechanical expertise, is a comprehensive review of our learning results, but also a test of proficiency in professional software applications.
Generally speaking, this design is a summary and improvement of the four years' study of professional knowledge, and it is a sublimation of knowledge.
Key words: universal joint slip fork; process analysis; special clamp
目录
摘要I
Abstract II
第一章绪论1
1.1研究背景1
1.2国内外研究现状与发展1
1.3汽车零部件企业存在的问题2
1.4研究目的和意义2
1.5本课题的主要研究内容2
第二章零件的分析4
2.1零件的作用4
2.2零件的材料4
2.3零件的工艺分析5
2.3.1结构分析5
2.3.2加工表面技术要求分析5
第三章工艺规程设计7
3.1策划零件工艺规程的规定以及技术指导7
3.1.1工艺要求7
3.1.2技术依据7
3.2生产类型的确定7
3.3确定毛坯的制造形式7
3.4制定工艺路线及其方法8
3.4.1加工方法的选择8
3.4.2基准的选择8
3.4.2.1粗基准的选择9
3.4.2.2精基准的选择9
3.4.3制定工艺路线9
3.4.3.1工艺路线一9
3.4.3.2工艺路线二10
3.4.3.3工艺路线方案三10
3.4.3.4分析和比较工艺方案11
3.5机械加工余量,工艺尺寸及毛坯尺寸的确定18
3.6确定切削用量和基本工时20
3.6.1加工条件20
3.6.2计算切削用量20
第四章夹具设计32
4.1夹具设计的基本要求32
4.2专用机床夹具的组成32
4.3专用夹具的设计方法和步骤32
4.4专用夹具设计方案33
4.5铣床专用夹具设计34
4.5.1定位方案34
4.5.2定位基准的选择34
4.5.3定位误差分析34
4.5.4切削力及夹紧力计算35
4.5.5铣床夹具设计总结36
总结38
致谢39
参考文献40
第一章绪论
1.1研究背景
在汽车工业高速发展的带动下,我国汽车零部件产业有了飞速发展,在全球供应链中的地位明显提高。目前,我国汽车零部件产品已经从售后配件市场开始进入OEM市场,从低附加值产品向高附加值产品转变,特别是一些自主品牌产品开始进入国际采购体系。2006年,零部件出口连续第三年实现贸易额顺差。汽车空调、车身零部件和空气压缩机的出口均实现了100%的增长速度,同时我国比较传统的汽车零部件产品比如汽车轮胎、汽车玻璃和车轮零部件也有较高的增长速度。
按照国际运行的标准,汽车行业整车与零部件规模比例应为1:1.7,由此可以推算,我国汽车零部件产业还有很大的提升空间,另据有关资料显示,到2010年,世界汽车产品贸易总额将达到1.2万亿美元,跨国公司到2007年底前,计划在低成本国家采购500亿元的汽车零部件,其中70%瞄准中国企业。
1.2国内外研究现状与发展
目前世界上对万向节滑动叉的研究还是比较成熟的,给汽车行业的飞速发展提供了一个很好的技术支撑。十字轴式刚性万向节具有结构简单,传动效率高的优点,但在两轴夹角α不为零的情况下,不能传递等角速转动。主要用于传递角度的变化,一般由突缘叉、十字轴带滚针轴承总成、万向节叉或滑动叉或花键轴叉、滚针轴承的轴向固定件等组成。万向节叉是一个叉形零件,一般采用中碳钢或中碳合金钢的锻造件,也有采用中碳钢的精密铸造件。汽车工业的发展对高品质、低成本锻件的需求不断上升。
目前,国内各主要锻造厂主要采用开式模锻工艺进行生产,锻件成形质量差,材料利用率低。因此迫切需要一种新的加工工艺,以提高成形质量,减少材料浪费,降低成本。在研究传统无飞边锻造工艺和挤压工艺的基础上,开发了滑动叉无飞边闭式模锻新工艺,以满足滑动叉的无飞边锻造的要求。

0三维预览图(2)

0三维预览图(3)

0三维预览图(4)

定位心轴-铣φ39mm二孔端面非标夹具零件

工序15

工序20

工序25

工序30

工序35

工序40

工序45

工序50

工序55

工序60

工序65

工序70

工艺卡1

工艺卡2

立柱-铣φ39mm二孔端面非标夹具零件

万向节滑动叉零件图

万向节滑动叉毛坯图

铣φ39mm二孔端面夹具体底座

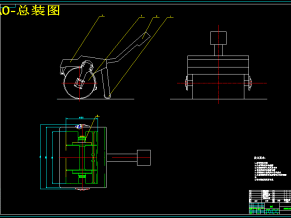
铣φ39mm二孔端面夹具装配图

压板-铣φ39mm二孔端面非标夹具零件

支柱-铣φ39mm二孔端面非标夹具零件
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!