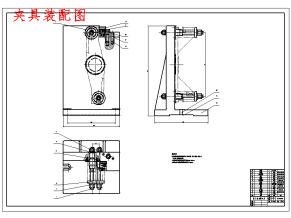
左阀体铣面夹具装配图
摘要
在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
关键词:工艺规程;定位误差;夹紧;加工余量;夹紧力
目录
摘要I
Abstract II
第一章绪论1
1.1课题的提出1
1.2课题的主要内容1
1.3课题的构思2
第2章零件的工艺设计2
2.1零件的作用及工艺分析2
2.2零件毛坯的确定3
2.3左阀体加工定位基准的选择4
2.4工艺规程安排4
2.5机械加工余量、工序尺寸及毛坯尺寸的确定5
2.6确定切削用量及基本工时(机动时间) 7
第3章铣面夹具设计15
3.1定位基准的选择15
3.2定位元件的设计15
3.3切削力及夹紧力的计算15
3.4对刀块的设计16
3.5夹紧装置设计17
3.6夹具设计及操作的简要说明18
小结19
致谢20
参考文献21

左阀体零件图

左阀体铣面夹具体

左阀体毛坯图

字数

摘要

设计所包含文件

目录

夹具设计部分

过程卡

工序卡