

2组合机床工艺方案的拟订
工艺方案的拟订是组合机床设计的关键一步。工艺方案制定的正确与否是在很大程度上决定了组合机床的结构配置和使用性能。因此,应根据工件的形状和加工要求的特点,加工部位、尺寸精度、表面粗糙度和技术要求及生产率要求等,按一定的原则,结合组合机床常用的工艺方法,充分考虑到各种因素,并经技术经济分析后拟订出先进、合理、经济、可靠的工艺方案。选择工艺基面和定位方式是制定工艺方案的关键所在。
2.1被加工零件的加工工序和加工精度
由于本机床是用于对气缸盖导管孔进行半精镗和精镗加工,根据先粗后精,工序集中原则,现对气缸盖导管孔加工的工艺路线设计如下:
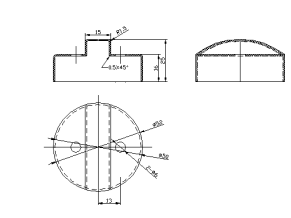
工序1(半精镗) Ⅰ工位:枪铰排气导管孔(刀具直径为Φ14.8mm),镗排气阀座孔(刀具直径为Φ47.8mm),加工精度为H8;
Ⅱ工位:枪铰进气导管孔(刀具直径为Φ14.8mm),镗进气阀座孔(刀具直径为Φ44.8mm),加工精度为H8。
工序2(精镗) Ⅰ工位:枪铰排气导管孔(刀具直径为Φ15mm),镗排气阀座孔(刀具直径为Φ48mm),加工精度为H7;
Ⅱ工位:枪铰进气导管孔(刀具直径为Φ15mm),镗进气阀座孔(刀具直径为Φ45mm),加工精度为H7。
2.2被加工零件的特点
气缸盖的材料为HT250;
硬度为150-225HBS;
生产纲领为年产量5万件,单班制;
在本工序前各主要表面已加工完毕
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!












CAD图纸+说明书")
CAD图纸+说明书")
")
")

cad图纸+1.5万字说明书")
cad图纸+说明书+开题报告")
