

烟气-蒸汽加热器图纸
烟气-蒸汽加热器图纸
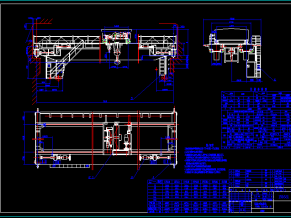
技术要求
1、烟气加热器管程设计压力1.6 MPa,设计温度300°,水压试验压力2.4MPa;壳程设计压力0.002MPa,设计温度300°。
2、集箱按JB/T1610《锅炉集箱制造技术条件》制造与验收。
3、管子按JB/T1611《锅炉管子制造技术条件》制造与验收。
4、螺旋翅片管按JB/T6512《锅炉用高频电阻焊螺旋翅片管制造技术条件》制造与验收。
5、管箱按JB/T6511《螺旋翅片管箱组装技术条件》制造与验收。
6、板与板件的焊接为密封焊;管板上下沿与上下烟道板间可见接触处焊接,其它板与管板接触处采用密封焊接;槽钢与槽钢接触处采用密封焊;槽钢、角钢与板采用间断焊(50-100);角钢与槽钢采用密封焊;以上焊接高度不小于较薄件厚度。
7、水压试验按JB/T1612《锅炉水压试验技术条件》实施。
8、受压管子对接焊缝100%射线检测。
9.与烟气接触的传热管,集箱,烟道板材料:316L。
10、除316L以外的碳钢部件喷涂防锈红丹漆2遍,面漆为有机硅耐热银粉漆。
11、件14单独供货。
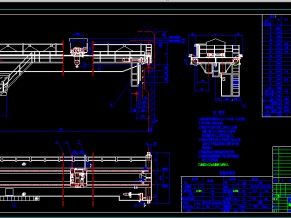
技术要求
1、受压管子对接焊缝100%射线检测;
2.角焊缝首先氩弧焊打底,手工电焊盖面;
3、焊条:奥022(E00-18-12M02-16)。
4、弯头管端倒角1x35°。
5、所有管束从右侧管板往左侧管板穿过,穿管完毕之后再在每个Ø68的孔内点焊2个上下半圆环板(如图所示),固定管子。
技术要求
1、按JB/T1610,JB/T1611,JB/T1613制造与验收。
2、为保证焊接的质量,焊接结构需保证焊缝焊透,联箱上的所有焊接采用氩弧焊,角焊缝焊缝高度等于焊件间较薄件厚度,环焊缝的余高不高于2mm但不低于母材。
3.封头先开坡口再与联箱焊接,联箱先开坡口再与传热管及接管焊接,其坡口角度与深度必须保证,保证为全焊透结构;
4、端盖与联箱的环焊缝100%RT检测,II级合格,照相质量不低于AB级。
5、∅32x3传热管与联箱的角焊缝焊接完成后需要100%MT检测,II级合格。
6、加工后去除毛刺.
7、DN65的法兰压要供配对的反法兰、连接螺栓,螺母,垫片等。
技术要求
1、钻孔后除去毛刺。
2、所有尺寸的误差小于0.5mm。
说明:
1、此图仅是四角竖封板中与联箱相连接处的封板图,其余封板无需开孔。
2、开孔处与联箱采用双面焊。
技术要求
1、钻孔后除去毛刺;
2、所有尺寸的误差小于0.5mm。
3、所有管束从右侧管板往左侧管板穿过,穿管完毕之后再在每个Ø68的孔内点焊2个上下半圆环板(如图所示),固定管子。

加热器图纸全套



















")




