

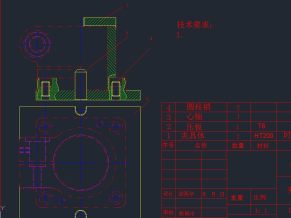
零件图(改后)
1.3审查齿轮泵前泵盖的工艺性
分析零件图可知,前泵盖的两端面还有轴孔以及卸荷槽均要求切削加工,而两齿轮所在轴的孔只放在了一个凸起的台上,这样,不但可以适当的减少精加工的面积,而且还提高了其接触刚度;由于各个孔的端面都是平面,可以防止加工过程中钻头偏钻,保证孔的加工精度;另外,该零件除了主要的加工表面(前泵盖凸台的端面,前泵盖的内端面和孔的表面等)精度要求较高,其他的表面加工精度都比较低,不需要高精度的机床加工,通过铣削、钻床的粗加工就可以满足加工要求;主要表面虽然加工精度相对要求较高,但在正常的生产条件下,采用较经济的方法就可以保质保量的加工出来。此外,该零件的整体结构比较对称,也方便加工。由此可见,该零件的工艺性较好。
1.4确定齿轮泵前泵盖的生产类型
依设计题目可知:N=5000台/年
所以根据表1-3、1-4确定生产类型为成批生产(大批)。
2确定毛坯、绘制毛坯简图
2.1选择毛坯
该零件材料为HT20-40,考虑到零件的形状、结构以及材料,选择毛坯为铸件较适宜,由于零件年产量为5000件,属于成批生产中的大批生产,而且零件的轮廓尺寸不大,故采用金属型铸造。这从提高生产率,保证铸件精度、表面质量与机械性能方面考虑,是合理的。
2.2确定毛坯尺寸公差和机械加工余量
参见课程设计指导书第二章第二节,铸件的尺寸公差和机械加工余量可分别由表2-3和2-4查得,但要确定毛坯的尺寸公差与机械加工余量,应先确定以下各项因素:
(1)毛坯铸件的公差等级
该值由铸件的成型方法和材料确定,成型方法已确定为金属型铸造,材料为灰铸铁,由表2-1查得铸件的尺寸公差等级为8~10,这里取8级。
(2)毛坯铸件的机械加工余量等级
同样根据铸件的成型方法和材料来确定,成型方法已确定为金属型铸造,材料为灰口铸铁,则可通过表2-5查得机械加工余量等级为D~F,这里取E级。
2.2.1确定毛坯尺寸公差
根据查表得到的毛坯铸件公差等级为8,以及由零件图得知,毛坯铸件基本尺寸大致处于100至160之间,由表2-3查得毛坯铸件的尺寸公差为1.8mm。
2.2.2确定机械加工余量
根据查表得到的毛坯加工余量等级为E,以及由零件图得到的,最终机械加工后铸件的最大轮廓尺寸处于100至160之间,由表2-4查得铸件的机械加工余量为1.1mm。
齿轮泵前泵盖机加工工艺及夹具设计CAD图纸+说明书

夹具

夹具装配图

毛坯图(改后)

资料清单

















(含内部细节)")





