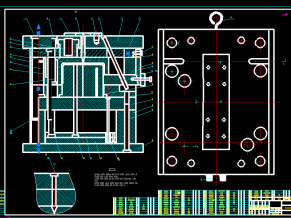
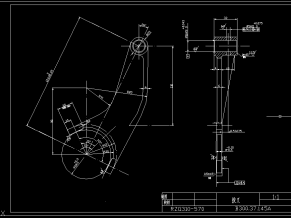
总装图
本设计对弯管机盘管弯曲装置进行了总体结构、弯曲模、夹紧模的设计、对齿轮齿条进行了计算与校核。对轴承进行了选择与校核。对轴进行了设计与校核。并选取了动力系统,论述了弯管机弯曲装置的调整、故障及其处理方法。
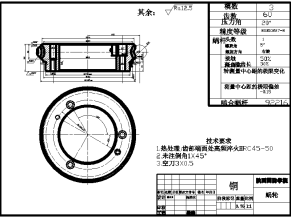
关于自动弯管弯管机底部凹模,模角一般为8686°。在行程的底部,集约应具有比之间的间隙的材料厚度略大。为了提高成形角度,因为一个底模弯曲大(约4倍),降低的弯曲半径范围通常导致回弹应力。冲压具有底部弯曲模具弯曲是相同的,只是把打孔处理的前端成为需要的弯曲半径,而密集的间隙小于该材料在冲程的底部的厚度。由于施加足够的压力弯曲(约10倍),力冲前接触材料,基本上避免了回弹。为了选择最小吨位规格,最好是大于所述弯曲半径的材料厚度来规划,并尽可能通过自由弯曲的方法。当弯曲半径是较大,往往不影响片的质量和它在将来使用。精密的弯曲精度要求需要慎重考虑,正是这个因素,决定了你需要考虑数控弯管机或手动弯管机。如果弯曲精度不能改变,必须注重数控机床上。数控弯管机滑块重复精度为0.0004英寸,形成一个精确的角应该在精确度良好的模具中使用。手动弯管机滑块重复精度- 0.002英寸,并使用适当的模具的情况下通常产生的加或偏差±23°。

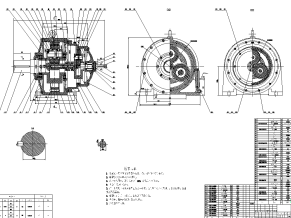
齿轮轴

翻转托架

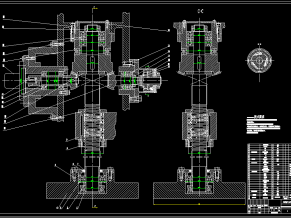
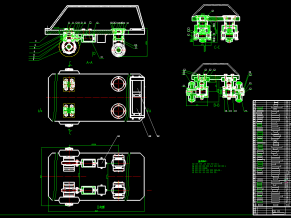
结构

目录

首页

文献综述

液压系统