

零件图-Model
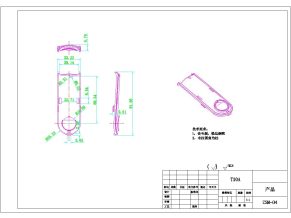
(一)零件的作用题目所给定的零件为输出轴,其主要作用,一是传递转矩,使主轴获得旋转的动力;二是工作过程中经常承受交变载荷;三是支撑传动零部件。
(二)零件的工艺分析
从零件图上看,该零件是典型的轴类零件,结构比较简单,其主要加工的面
比较多并且各个加工面之间有一定的位置要求。现分述如下; 1、平面的加工。
轴的左右端面及各台阶面的加工。其中大端端面表面粗糙度要求Ra1.6um,其余Ra6.3um。
2、各圆柱面及锥面的加工。这一组加工面包括φ55、φ60、φ65、φ75、φ176的外圆柱面,φ50、
φ80、φ104的内圆柱表面。其中φ60、φ75外圆柱面的表面粗糙度要求为Ra0.8um , φ55外圆柱面为Ra1.6um , φ80内圆柱表面为Ra3.2um,其余为Ra6.3um。
3、孔的加工。
包括10个φ20的通孔,2个φ8通孔。其中φ20孔表面粗糙度要求为Ra3.2um 4、键槽的加工。
1个键槽。键槽两侧面表面粗糙度要求为Ra3.2um。这些加工表面之间有一些存在位置要求,主要是; 1)φ20孔的轴线对φ80内孔轴线的位置度为φ0.05mm
2)键槽对φ55外圆轴线的对称度为0.08mm。
3)φ55的左端面、φ80内孔圆柱面对φ75、φ60外圆轴线的跳动量为
0.04mm。
热处理方面需要调质处理,即淬火+高温回火,达到到HBW200,使零件达到较高的综合力学性能,安排在粗加工之后,半精加工之前.
由以上分析可知,该零件的加工可先由普通机床及加工方法加工各个端面、
圆柱面、锥面及键槽,再使用专用夹具钻孔,并保证各加工面的尺寸及位置精度
要求。

工艺过程卡

工艺过程卡片

工艺卡片

夹具设计

夹具装配图和夹具体-Model

零件毛坯图-Model

结构

目录

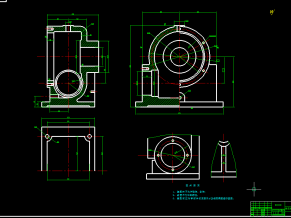



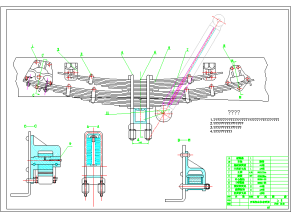
![后托架[831001] 2-钻三杠孔夹具](http://img.jixie5.com/d/file/2019/01/10/edfc325af5a4c868328ca18f3fbeb241.png@!l)










")



