

铣床切屑的彻底清除装置
铣床切屑的彻底清除装置是伴随着切削加工机床、加工中心的出现而发展起来的。但是长期以来,重主机、轻配套的状况使得自动排屑装置处理技术及其设备发展迟缓。80年代始,重主机轻配套的状况引起了机床工具行业的注意,促使自动排屑装置处理技术及其设备在此后的20多年里得到长足的发展。切屑的排除是机械加工必须要考虑的重要问题。这个问题对于数控机床来说显得更为重要。数控机床的加工效率高,单位时间内数控机床的金属切屑大量战胜加工区域,如果不及时削除,必然会覆盖或缠绕在工件上,使自动加工无法继续进行。
排屑装置是一种具有独立功能的部件,它的工作可靠性和自动化程度随着数控机床技术的发展而不断提高,并逐步趋向标准化和系列化,由专业工厂生产。数控机床排屑装置的结构和工作形式应根据机床的种类、规格、加工工艺特点、工件的材质和使用冷却液种类等来选择。自动排屑装置组要应用于数控机床、加工中心等要求高效率的机械。
本课题为了实现切削液的彻底净化然后循环利用。设计中铁屑与切削液的分离主要为两步:大切屑的初步分离,以及细微粉末切屑与切削液的彻底分离。
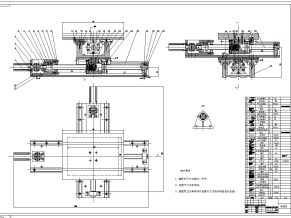
通常铁屑分离的机器有磁性排屑机、刮板排屑机、磁性刮板排屑器、磁辊排屑机、螺旋排屑器、磁性螺旋排屑机、步进排屑机、震动排屑机、环形排屑机。相比之下利用磁性原理有定量排屑、不产生过载、工作可靠、运转平稳、噪音低、寿命长等优点。通过磁性排屑装置对切削液进行初步的过滤,然后再利用纸带过滤机实现粉末状切屑的彻底分离,同时达到切屑液净化的目的,最终实现切屑液的自动化循环利用。所以整体机构的设计方案分为两个机构,即磁性排屑机和纸带过滤机。

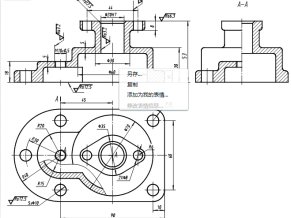
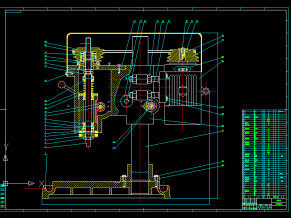
A轴承座

半联轴器I

半联轴器II

大带轮

断屑装置

惰轮

链轮

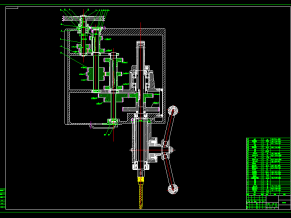
排屑机装配图

盘形刀具

说明书2

说明书3

凸缘联轴器

小带轮

轴1

轴2

轴3














")




