

零件图
目所给的零件是动力输出变速拨叉。它位于机床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。零件上方的φ16孔与操纵机构相连,二下方叉口则是用于与所控制齿轮所在的轴接触。通过上方的力拨动下方的齿轮变速。
2.2零件的工艺分析
零件的结构的工艺性是指所设计的零件在满足使用要求的前提下,制造的可行性与经济性。零件结构工艺性审查如下所述:
避免内表面、内凹面的加工,利于提高效率,保证精度。
加工螺纹时应留有退刀槽,或具有螺纹尾扣,以方便退刀。
磨削时各表面间的过渡部分,应留有越程槽。
加工多联齿轮或插键槽时应留有空刀。
将支承面改为台阶式,将加工面铸出凸台、保留精加工面的必要长度,以减少加工面,提高效率,保证精度。
避免在斜面上钻孔,避免钻头单刃切削,防止刀具损坏和孔中心偏斜。
避免深孔加工,改善排屑和冷却条件。
刀具应易于加工切削部位,避免采用接长钻头等非标准刀具。
2.3基面的选择
基面的选择是工艺规程设计中的重要工作之一。基面选择的正确、合理,可以保证质量,提高生产效率。否则,就会使加工工艺过程问题百出,严重的还会造成零件大批报废,使生产无法进行。
2.3.1粗基准的选择原则
1)如果必须首先保证工件上加工表面与不加工表面之间的位置要求,应以不加工表面作为粗基准。如果在工件上有很多不需加工的表面,则应以其中与加工面位置精度要求较高的表面作粗基准。
2)如果必须首先保证工件某重要表面的加工余量均匀,应选择该表面作精基准。
3)如需保证各加工表面都有足够的加工余量,应选加工余量较小的表面作粗基准。
4)选作粗基准的表面应平整,没有浇口、冒口、飞边等缺陷,以便定位可靠。
5)粗基准一般只能使用一次,特别是主要定位基准,以免产生较大的位置误差。

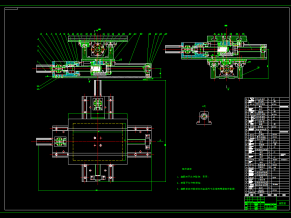
A4-毛坯图

A2-夹具体

A2-装配图

A4-动力输出变速拨叉

工序卡片1张_doc_0

机械加工工艺过程综合卡片_doc_0

说明书_doc_0
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!



















![快挡拨叉加工工艺及铣操纵槽14槽夹具设计[快档拨叉]](http://img.jixie5.com/d/file/2021/12/09/1a1e372656968a3a2aefd9c9dc1bb9e6.png@!l "快挡拨叉加工工艺及铣操纵槽14槽夹具设计[快档拨叉]")



