

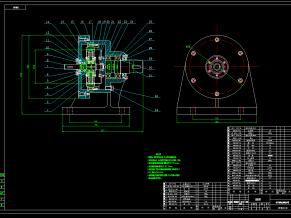
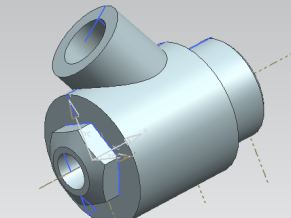
齿轮轴承座
轮轴承座共有三组加工表面,它们之间有一定的位置要求,现分析如下:
1、以Ф80H7的空心圆柱的内表面、上表面、下表面及其倒角,其主要为Ф80H7的内表面。
2、与两个圆柱体相连接的平面。
这组加工面包括:两个长为30宽为25的坑面,以及梯形状的平面一个底面为140,另一面与Ф52H7的空心圆柱相接。
3、Ф52H7孔的空心圆柱的加工面。
这组加工面包括:一个Ф52H7的空心圆柱的内表面、下表面、倒角及6个M6螺纹孔。
4、这三组加工表面有一定的位置要求:
两空心圆柱底面与Ф52H7孔中心的垂直度公差为0.005。
由以上分析可知,对于这几组加工表面而言,可以先加工其中一组表面,然后用专用夹具加工另一组表面,并且保证它们之间的位置精度要求。
工件毛坯为铸件,在铸造后机械加工前,一般要经过清理和退火,以消除铸造过程中产生的内应力。粗加工后,会引起工件内应力的重新分布,为使内应力分布均匀,也应经适当的时效处理。
1.在单件生产直径小于30-50mm的孔一般不铸出,可采用钻――扩――铰的工艺。本零件的两个孔都是铸出,对于已铸出的孔可采用粗镗――半精镗――清镗的工艺。
2.为了保证零件主要表面粗糙度的要求,避免加工时由于切削量较大引起工件变形或可能划伤已加工表面,故整个工艺过程分为粗加工和精加工。
3.整个加工过程中,无论是粗加工阶段还是精加工阶段,都应该遵循“先面后孔”的加工原则。
二、工艺规程
(一)确定毛坯的制造形式
零件材料为HT120,硬度170-200HBS,由于对材料性能无太高要求,故先用铸件,能保证零件工作可靠。这是从提高生产率、保证加工精度上考虑的。

工序卡

工艺流程卡

技术要求

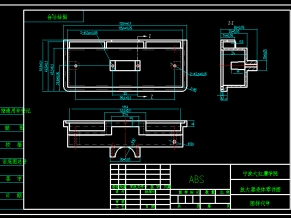
夹具体

明细表

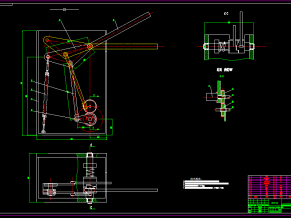
铣夹具装配图

字数和目录

总览

![最大加工直径400mm普通车床主轴箱设计[P=5.5kw 转速1400 31.5公比1.41]](http://img.jixie5.com/d/file/2019/02/22/177ddb346763647b51bdf5955d340d40.png@!l)









")

设计CAD图纸+说明书+CATIA三维模型")



设计SolidWorks三维模型")

