铣夹具加工部位
3.1研究原始质料
利用本夹具主要用来加工铣V型面夹具设计,加工时除了要满足粗糙度要求外,还应满足两孔轴线间公差要求。为了保证技术要求,最关键是找到定位基准。同时,应考虑如何提高劳动生产率和降低劳动强度。
件
工件定位方式不同,夹具定位元件的结构形式也不同,这里只介绍几种常用的基本定位元件。实际生产中使用的定位元件都是这些基本定位元件的组合。
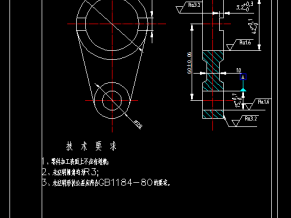
常用的支承板结构形式如图6-2所示。平面型支承板(图a)结构简单,但沉头螺钉处清理切屑比较困难,适于作侧面和顶面定位;带斜槽型支承板(图b),在带有螺钉孔的斜槽中允许容纳少许切屑,适于作底面定位。当工件定位平面较大时,常用几块支承板组合成一个平面。一个支承板相当于两个支承点,限制两个自由度;两个(或多个)支承板组合,相当于一个平面,可以限制三个自由度。

v型块-Model

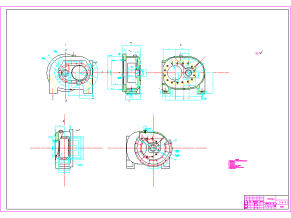
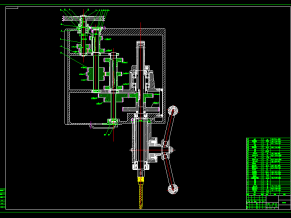
A1 滑道座铣台V面夹具装配图-Model

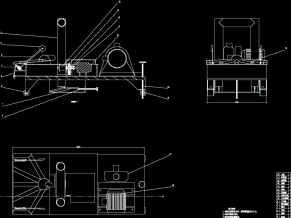
A4 滑道座铣台V面夹具夹具体-Model

A4 支承板-Model

技术要求

卡片

预览
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!