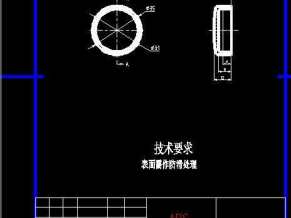
A3-工件图
分析了定位板零件的艺特点及零件的检验要求,设计了l副将弯挤两递工序合为一道的弯曲模,满足生产需要。
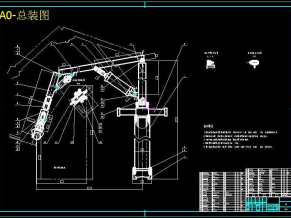
弯曲工艺的基本运动是卸料板先与板料接触并压死,凸模下降至与板料接触,并继续下降进入凹模,凸、凹模及板料产生相对运动,导致板料变形折弯,然后凸、凹模分开,弯曲凹模上的顶杆(或滑块)把弯曲边推出,完成弯曲运动。卸料板及顶杆的运动是非常关键的,为了保证弯曲的质量或生产效率,必须首先控制卸料板的运动,让它先于凸模与板料接触,并且压料力一定要足够,否则弯曲件尺寸精度差,平面度不良;其次,应确保顶杆力足够,以使它顺利地把弯曲件推出,否则弯曲件变形,生产效率低。对于精度要求较高的弯曲件,应特别注意一点,最好在弯曲运动中,要有一个运动死点,即所有相关结构件能够碰死。
介绍了弯曲模设计时要注意的要点,并较多的考虑了模具结构的调整性、易更换性及模具成本。从控制制件尺寸精度出发,对凸模的各主要尺寸进行了理论计算,以确定各工作零件的尺寸,从模具设计到零部件的加工工艺以及装配工艺等进行详细的阐述,并应用CAD进行各重要零件的设计。
最后结合有限元模拟技术和数据处理的线性回归技术,建立了高强度板形件回弹的预测模型,并用生产中的零件给预测模型以验证,证明预测模型可以有效的对回弹进行预测,结合预测模型给出了回弹控制的模具结构。

A0-定位板弯挤合压弯模装配图

A3-凹模

A3-导套

A3-导柱

A3-上模座

A3-凸模

A3-下模座

A3-卸料板

A4-垫板

A4-顶杆

A4-顶料块

A4-顶料橡皮

A4-螺杆

A4-模柄

A4-压板

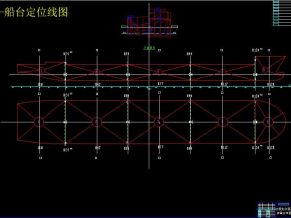
LZ-16.5A定位板压弯工序图

目录二

目录一

资料总预览

字数统计
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!