

零件图-Model
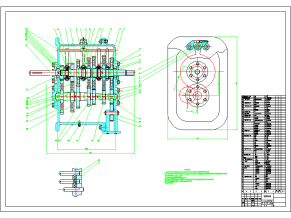
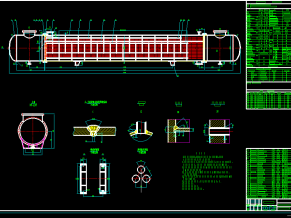
题目给定的零件是蜗轮箱体,箱体类零件是机器及其部件的基础件,它将机器及其部件中的轴、轴承、套和齿轮等零件按一定的相互位置关系装配成一个整体,并按预定传动关系协调其运动。
3.2零件的工艺分析
蜗轮箱体共有两组加工表面,它们相互间有一定的位置要求。现分述如下:
(1)以52mm孔为中心的加工表面。这一组加工表面包括:30 ,保证与52mm孔的垂直度要求为0.01mm,位置度要求为76 ;端面的6-M6螺纹孔;还有保证底面的粗糙度。
(2)以底面为定位表面的加工表面。这一组加工表面包括:左右两端面、70端面;52 mm孔;24端面。
3.3零件的生产类型
依照设计题目知:Q=2000台/年,n=1件/台;结合生产实际,备品率和废品率分别取10%和1%。代入公式N=Qn(1+ )(1+ )有:
N=2000×1×(1+10%)×(1+1%)=2222件/年
零件是蜗轮箱体,质量为15kg,查《机械制造技术基础课程设计指南》表2-1可知属轻型零件,生产类型为中批量生产。
3.4选择毛坯,确定毛坯尺寸,设计毛坯图
3.4.1确定毛坯的制造形式
零件材料为HT200。考虑到工件在使用过程中经常承受交变载荷,因此采用铸件,使金属纤维尽量不被切断,保证工件的工作可靠性。由于零件年产量为2222件,属中批量生产的水平,而且零件的轮廓尺寸不大,故可以采用金属型铸造。这对提高生产率,保证加工质量也是有利的。

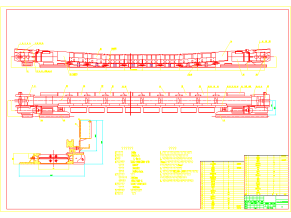
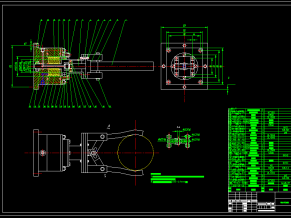
夹具装配图-Model

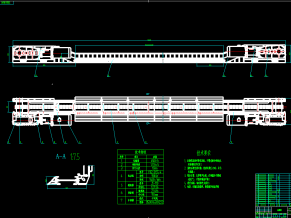
钻M10底孔夹具夹具体

钻M10底孔夹具夹具装配图

工艺过程卡片

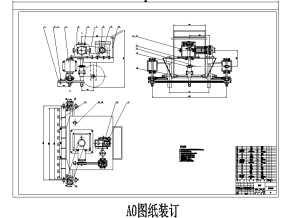











CAD图纸+说明书")

铣侧面、钻3XM6-6H螺纹底孔攻螺纹M6-6HCAD图纸+说明书")

CAD图纸+说明书+工序卡+工艺卡")



