МаОпзАХфЭМ
БОЩшМЦЮЊCA6140ГЕДВЪжБњзљЃЈ831015ЃЉСуМўЕФЛњаЕМгЙЄЙЄвеЙцГЬМАзъЙЅM10ТнЮЦПзМаОпЩшМЦЁОКЌЯъЯИЩшМЦЮФЕЕ+4еХЯъЭМ+5еХЛњаЕМгЙЄЙЄвеЙ§ГЬПЈЃЈdwgИёЪНЃЉЃЉЁПЃЛЙЄМўвдІе25H8ПзМАЖЫУцКЭІе10H7ПзЮЊЖЈЮЛЛљзМЃЌдквЛУцСНЯњЩЯЪЕЯжЭъШЋЖЈЮЛЁЃВЩгУЦјИзЭЦЖЏбЙПщжБНгМаНєЙЄМўЁЃЭМжНАќКЌМаОпзмзАЭМЃЌМаОпЬхЁЂЪжБњзљСуМўЭММАЦфУЋХїЭМЃЌЭМжНБъзЂЧхЮњЁЂЭъећЃЌХфгаММЪѕвЊЧѓЕШЫЕУїЃЌПЩЙЉДѓМвЬНЬжбЇЯАЃЁЃЈПЩзіВЮееЃЌЪЙгУЪБПЩздааБрМЃЌНіЙЉВЮПМЃЁЃЉЁЃ
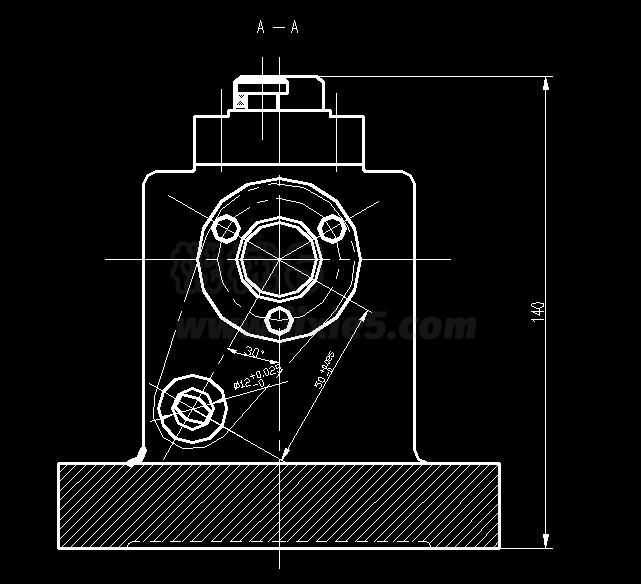
МаОпЩшМЦЫЕУїЃК 1.ЮЊСЫЬсИпРЭЖЏЩњВњТЪЃЌБЃжЄМгЙЄжЪСПЃЌНЕЕЭРЭЖЏЧПЖШЃЌашвЊЩшМЦзЈгУЕФМаОпЁЃБОДЮЩшМЦЙЅM10mmТнЮЦПзЕФМаОпЃЌИУЙЄађвЊЧѓM10mmТнЮЦПзжсЯпгыІе25H8mmКЭІе10H7mmСНПзжааФЯпГЩЃЌЭЌЪБТнЮЦПзжсЯпОрІе45mmдВжљаЁЖЫУц11mmЃЌвђЖјЙЄађЛљзМЮЊІе45mmаЁЖЫУцЃЌЭЌЪБЮЊСЫБугкСЂЪНзъДВМгЙЄЃЌСуМўгІаБНЧЖЈЮЛЃЌвђЖјвВгІвдІе25H8mmКЭІе10H7mmСНПзЮЊЖЈЮЛЛљзМЃЌБЃжЄНЧЖШЁЃМаОпЩшМЦгІЪзЯШТњзуетаЉвЊЧѓЃЌВЂБЃжЄНЯИпЕФЩњВњаЇТЪЃЌЛЙгІПМТЧМаОпЬхжЦдьЙЄвеадКЭЩњВњОМУадЃЌМгЙЄЙ§ГЬжаМаОпЕФВйзїгІЗНБуЃЌЖЈЮЛМаНєЮШЖЈПЩППЃЌМаОпЬхгІОпгаНЯКУЕФИеадЁЃ
2.ЖЈЮЛЗНАИЕФШЗЖЈ:ЮЊСЫМгЙЄM10ТнЮЦПзЃЌгІЯожЦЕФздгЩЖШгаЃЌЮЊЪЙЖЈЮЛПЩППЃЌМгЙЄЮШЖЈЃЌЮвЫљЩшМЦЕФЖЈЮЛЗНАИзмЙВЯожЦСЫЙЄМўЕФШЋВП6ИіздгЩЖШЃЌЪєгкЭъШЋЖЈЮЛЁЃдкИУЖЈЮЛЗНАИжаЃЌІе45mmдВжљаЁЖЫУцБЛМаОпЬхЩЯЕФШ§ИіжЇГХЖЄЖЅзЁЃЌЯожЦШ§ИівЦЖЏздгЩЖШЁЃІе25H8mmПзФкВхШыЖЬЯњЃЌЯожЦСЫІе10H7mmПзжаВхШыЯїБпЯњЃЌетбљ6ИіздгЩЖШШЋВПБЛЯожЦЁЃ3.ЖЈЮЛЮѓВюЗжЮі:ЖЈЮЛЮѓВюЪЧжИгЩгкЖЈЮЛВЛзМШЗв§Ц№ЕФФГвЛЙЄађЕФГпДчЛђЮЛжУОЋЖШвЊЧѓЗНУцЕФМгЙЄЮѓВюЁЃЖдгкМаОпЩшМЦжаВЩгУЕФЖЈЮЛЗНАИЃЌжЛвЊПЩФмВњЩњЕФЖЈЮЛЮѓВюаЁгкЙЄМўЯргІГпДчЛђЮЛжУЙЋВюЕФ1/3ЃЌЛђТњзу++ЁмT,МДПЩШЯЮЊЖЈЮЛЗНАИЗћКЯМгЙЄвЊЧѓЁЃЖдгкБОДЮЩшМЦЕФМаОпЃЌашвЊБЃжЄЕФГпДчвЊЧѓЃКБЃжЄТнЮЦПзжсЯпОрІе45mmдВжљаЁЖЫУц11mmЃЌБЃжЄТнЮЦПзжсЯпгыІе25H8mmКЭІе10H7mmСНПзЕФжааФЯпГЩЁЃЖдгк11mmЕФвЊЧѓЃЌгЩгкЖЈЮЛЛљзМвВЪЧІе45mmдВжљаЁЖЫУцЃЌЙЪЛљзМВЛжиКЭЮѓВюЮЊ0ЃЌЧвгЩгкІе45mmдВжљаЁЖЫУцОЙ§АыОЋЯГЃЌБэУцДжВкЖШДяЕНRa3.2mmЃЌМДВЛДцдкЛљзМЮЛжУЖШЮѓВюЃЌзлЩЯЫљЪіЃЌжЛвЊШ§ИіжЇГХЖЄЕФБъзМГпДчЕУЕНБЃжЄЃЌЪЧВЛДцдкЖЈЮЛЮѓВюЕФЁЃЖдгкЙЄађвЊЧѓЃЌЖЈЮЛЛљзМгыЙЄађЛљзМЭЌЮЊСНПзжааФЯпЃЌЙЪЛљзМВЛжиКЯЮѓВюЮЊ0ЁЃЛљзМЮЛжУЮѓВюдђШЁОігкСНПзжБОЖГпДчЙЋВювдМАдВЖШЮѓВюЃЌгЩгкСНПзЕФБэУцОЋЖШЖМДяЕНRa1.6mmЃЌЖМОЙ§ОЋНТЃЌЙЪЛљзМЮЛжУЮѓВювВПЩвдКіТдЃЌжЛвЊСНЯњЕФБъзМГпДчвдМАЯрЖдЮЛжУЙиЯЕЕУЕНБЃжЄЃЌЖЈЮЛЮѓВювВЪЧКмаЁЕФЁЃзлЩЯЫљЪіЃЌИУЖЈЮЛЗНАИЪЧЗћКЯМгЙЄвЊЧѓЕФЁЃ
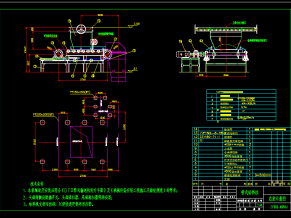
CA6140ГЕДВЪжБњзљЕФЛњаЕМгЙЄЙЄвеЙцГЬМАзъЙЅM10ТнЮЦПзМаОпЩшМЦЫЕУїЪщ
зЪСЯзмдЄРР

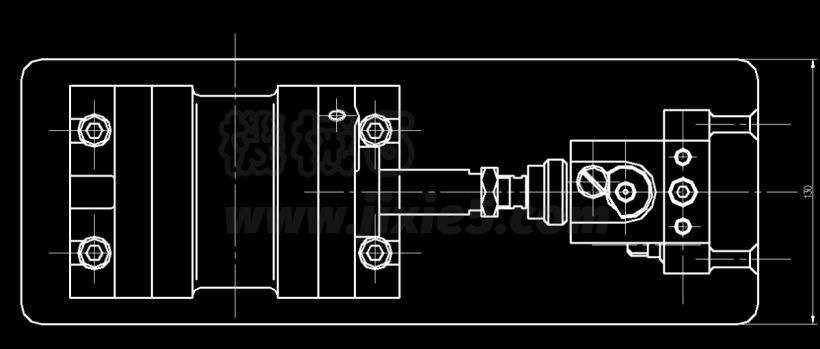
МаОпжїЪгЃЈЦЪЃЉЯИНкЭМ
МаОпA-AЦЪЪгЯИНкЭМ
МаОпИЉЪгЭМ

БъзЂУїЯИБэ
МаОпЬх
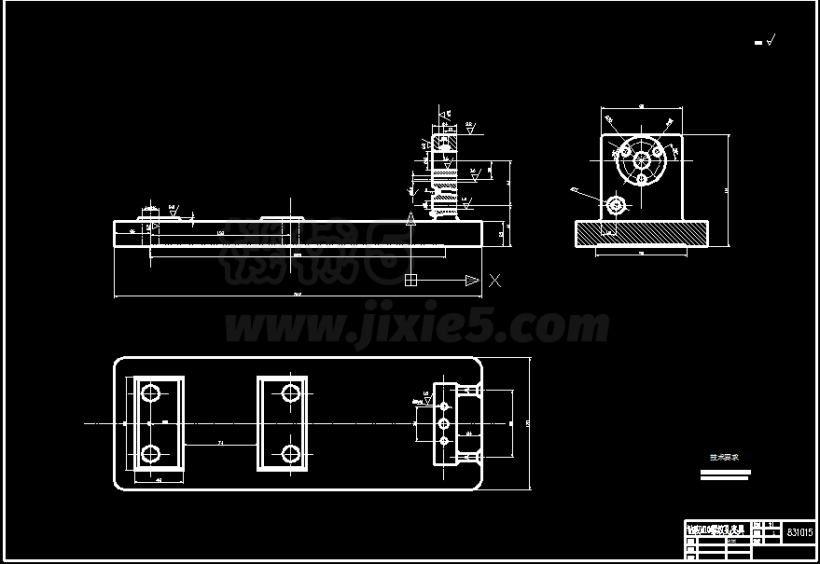
ГЕДВЪжБњзљСуМўЭМ
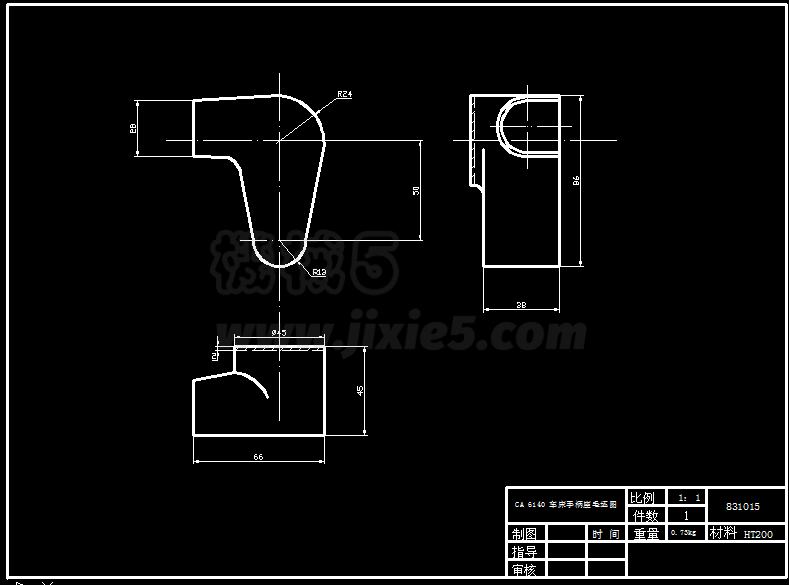
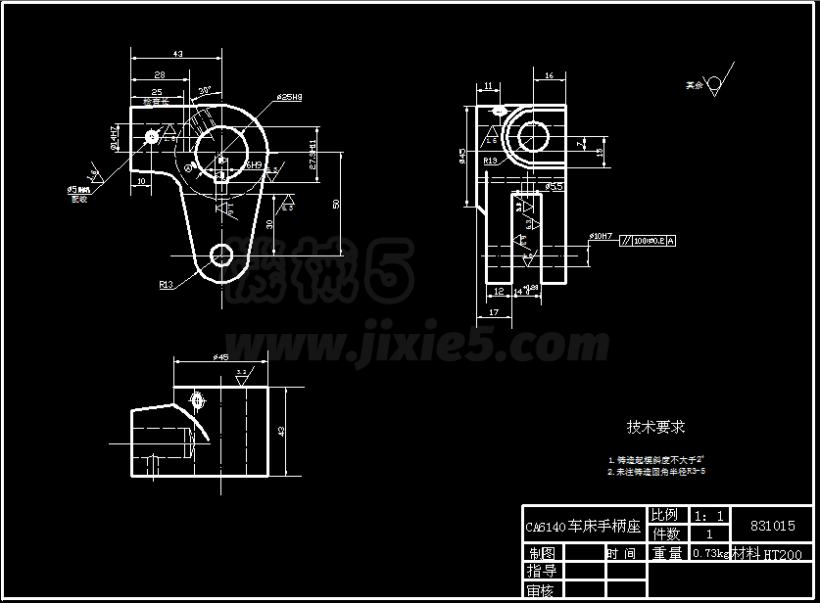
ГЕДВЪжБњзљУЋХїЭМ
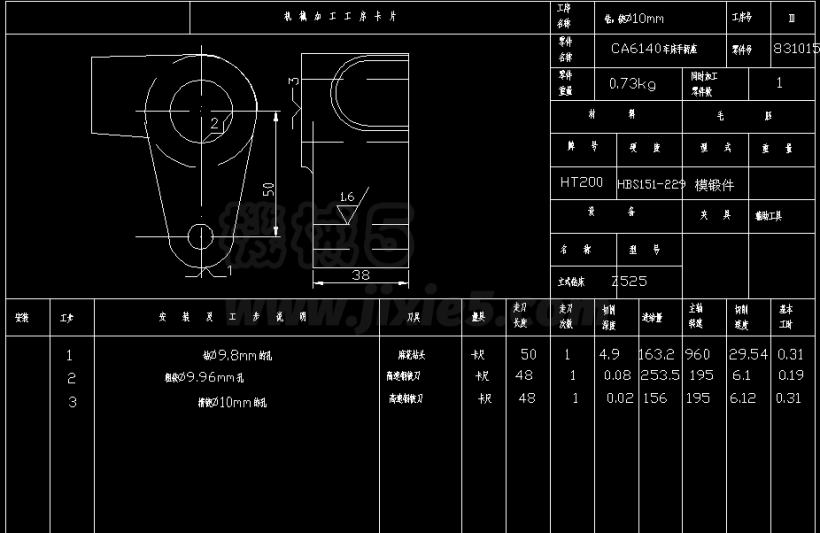
зъЃЌНТІе10mmМгЙЄЙЄађПЈ
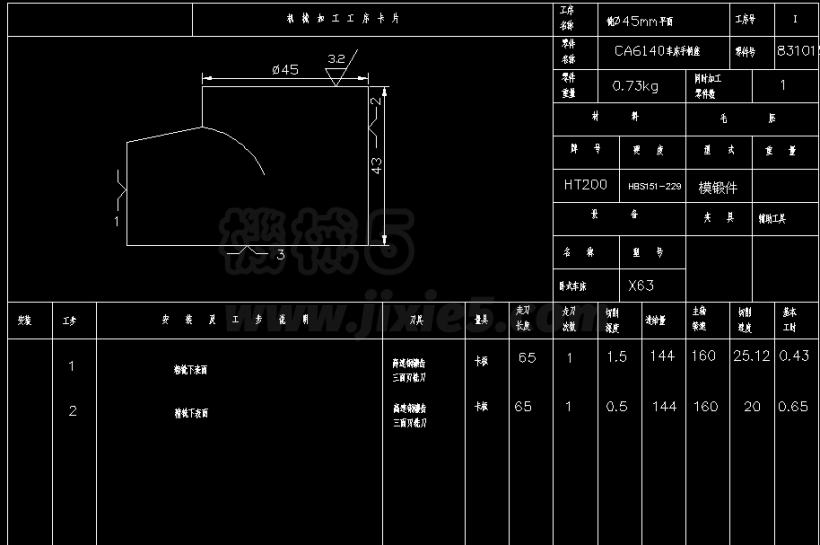
ЯГІе45mmЦНУцМгЙЄЙЄађПЈ
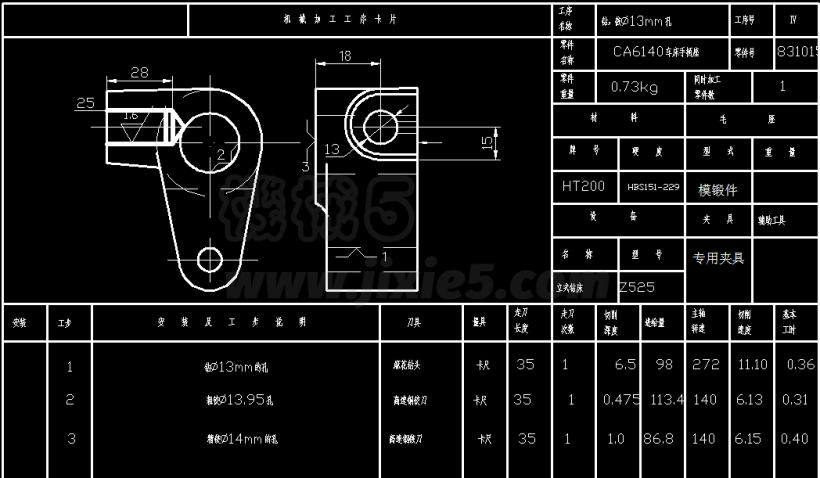
зъЃЌНТІе13mmПзМгЙЄЙЄађПЈ
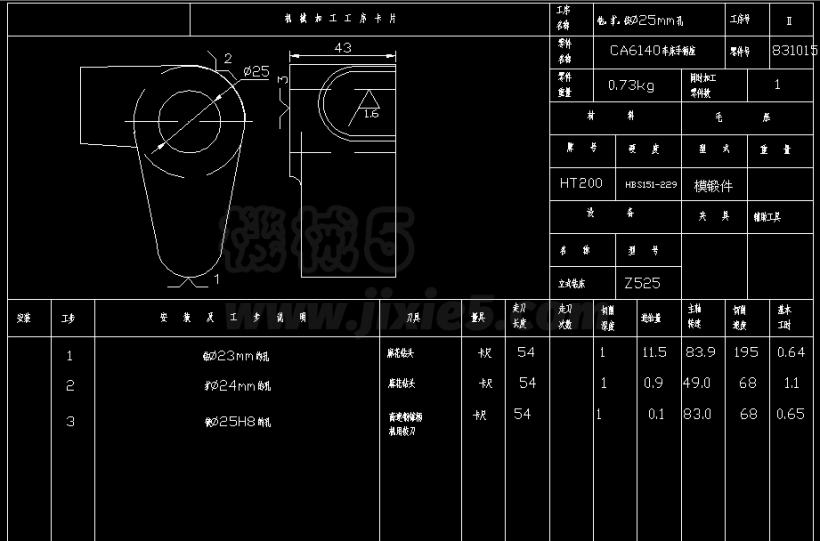
зъЃЌРЉЃЌНТІе25mmПзМгЙЄЙЄађПЈ
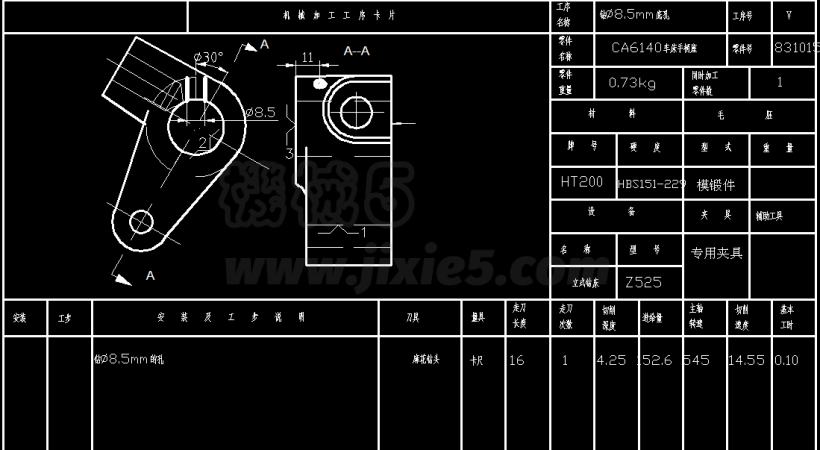
зъІе8.5mmЕзПзМгЙЄЙЄађПЈ
ЩъУїЃКФкШнРДздгУЛЇЩЯДЋЃЌжјзїШЈЙщдзїепЫљгаЃЌШчЩцМАЧжШЈЮЪЬтЃЌЧыгыЮвУЧСЊЯЕЃЌЮвУЧНЋМАЪБДІРэЃЁ