

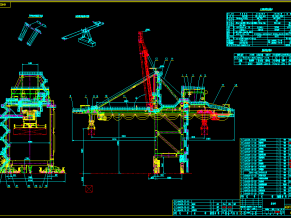
钻M8底孔夹具装配图
【优秀设计,CAD2007版本,可做参照,使用时可自行编辑,仅供参考?摘要
本设计是CA6140杠杆零件的加工工艺规程及一些工序的专用夹具设计――粗精铣宽度为30mm的下平台夹具与钻M8螺纹孔夹具。CA6140杠杆零件的主要加工表面是平面及孔。一般来说,保证平面的加工精度要比保证孔的加工精度容易。因此,本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔的加工精度。基准的选择以杠杆外圆面作为粗基准,以孔及其下表面作为精基准。先将底面加工出来,然后作为定位基准,在以底面作为精基准加工孔。整个加工过程选用组合机床。在夹具方面选用专用夹具。考虑到零件的结构尺寸简单,夹紧方式多采用手动夹紧,夹紧简单,机构设计简单,且能满足设计要求。
关键词杠杆零件,加工工艺,夹具,定位,夹紧

设计说明书()

全套设计资料

铣平台夹具装配图

钻M8底孔技术要求及标注明细表

铣平台夹具标注明细表及技术要求

钻M8底孔夹具体

铣平面夹具体

杠杆零件图

机械加工工艺过程卡片

粗、精铣φ25通孔下表面工序卡

钻、扩、铰φ25H7的通孔工序卡

粗、精铣宽度为30mm的下平台工序卡

钻锥孔φ12.7工序卡

钻M8底孔及锪钻φ14阶梯孔工序卡

粗、精2-M6端面工序卡

钻2-M6螺纹孔工序卡

目录


















CAD图纸+说明书+工序卡")
加工工艺及铣端面夹具设计――铣2-M6螺纹孔上端面CAD图纸+说明书+工序卡+工艺卡")



")

![工字型尺寸框机械工艺及[2套]钻铣夹具设计(含cad图纸和word说明书)](http://img.jixie5.com/d/file/2017/03/22/68e0245a0e115590e11cf80133aec71e.gif@!l "工字型尺寸框机械工艺及[2套]钻铣夹具设计(含cad图纸和word说明书)")