

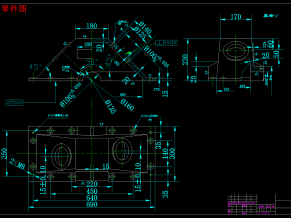
工件图-大闷盖落料拉深复合模设计
随着中国工业不断地发展,模具行业也显得越来越重要。此文针对闷盖的冲裁工艺性和拉深工艺性,分析比较了成形过程的三种不同冲压工艺(单工序、复合工序和连续工序),确定用一幅复合模完成落料、拉深的工序过程。介绍了闷盖冷冲压成形过程,经过对闷盖的批量生产、零件质量、零件结构以及使用要求的分析、研究,按照不降低使用性能为前提,将其确定为冲压件,用冲压方法完成零件的加工,且简要分析了坯料形状、尺寸,排样、裁板方案,拉深次数,冲压工序性质、数目和顺序的确定。进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具。还具体分析了模具的主要零部件(如凸凹模、落料凹模、拉深凸模、卸料装置、凸模固定板等)的设计与制造,冲压设备的选用。通过充分利用现代模具制造技术对传统机械零件进行结构改进、优化设计、优化工艺方法能大幅度提高生产效率,这种方法对类似产品具有一定的借鉴作用。

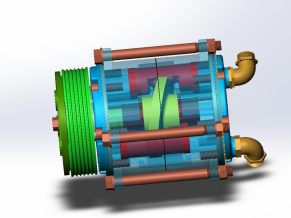
装配图

拉伸凸模-落料凹模

全部图纸

全部文件

上垫板-凸凹模固定板

上模板

凸凹模-卸料板

推件块-凸模固定板

下模板

字数

目录

文档页面

















设计+说明书+14张CAD图纸")
")


CAD图纸+说明书")


