ДжЯГзѓЖЫУцМаОпзАХфЭМ
ЧАбд
ЩшМЦЪЧХрбјРэЙЄПЦбЇЩњЕФвЛИіЪЕМљадНЬбЇЛЗНк,вВЪЧзюКѓвЛИіНЬбЇЛЗНкЁЃЫќЪЧдкбЇЭъСЫШЋВПЛљДЁПЮГЬМАзЈвЕПЮГЬвдКѓ,ВЂдквЛаЉПЮГЬЩшМЦЕФЛљДЁЩЯ,ЫбМЏЗсИЛЕФзЪСЯ,НјааЕФвЛДЮШЋУцЕФЁЂЯЕЭГЕФЛљБОжЊЪЖКЭЛљБОММФмЕФбЕСЗЁЃЭЈЙ§ЩшМЦ,жївЊХрбјзлКЯдЫгУЫљбЇЛљДЁжЊЪЖКЭЛљБОММФмШЅЗжЮіКЭНтОізЈвЕЗЖЮЇФкЕФвЛАуЙЄГЬММЪѕЮЪЬтЕФФмСІ,НЈСЂе§ШЗЕФЩшМЦЫМЯы,еЦЮеЙЄГЬЩшМЦЕФвЛАуГЬађЁЂЙцЗЖКЭЗНЗЈ,ХрбјЮвУЧЫбМЏЁЂВщдФЁЂдЫгУзЪСЯЕФФмСІЁЃЭЈЙ§ЩшМЦ,НјвЛВНЙЎЙЬЁЂРЉДѓКЭЩюЛЏЫљбЇЕФЛљДЁРэТлЁЂЛљБОжЊЪЖКЭЛљБОММФм,ЬсИпЩшМЦЁЂМЦЫуЁЂЛцЭМЁЂБраДММЪѕЮФМўвдМАе§ШЗЪЙгУММЪѕзЪСЯЁЂБъзМЪжВсЕШЙЄОпЪщЕФЖРСЂЙЄзїФмСІЁЃЭЈЙ§ЩшМЦ,вВФмЙЛХрбјбЯЫрШЯецЁЂвЛЫПВЛЙЖЁЂЪЕЪТЧѓЪЧЕФЙЄзїзїЗч,ЪїСЂе§ШЗЕФЩњВњЙлЁЂОМУЙлКЭШЋОжЙл,ДгЖјНјвЛВНЧПЛЏСЫЯђЙЄГЬММЪѕШЫдБЙ§ЖЩЕФНјГЬЁЃ
етДЮЩшМЦЕФПЮЬтОЭЪЧжЦдьвЕжаЕФГнТжДЋЖЏЯфЬхМгЙЄЙЄвеМАзЈгУМаОпЩшМЦЁЃдкжЦдьвЕаХЯЂЛЏЛЗОГжа,ЙЄвеЩшМЦЪЧЩњВњММЪѕзМБИЙЄзїЕФЕквЛВН,ЙЄвеЙцГЬЪЧНјааЙЄзАЩшМЦжЦдьКЭОіЖЈСуМўМгЙЄЗНЗЈгыМгЙЄТЗЯпЕФжївЊвРОн,ЫќЖдзщжЏЩњВњЁЂБЃжЄВњЦЗжЪСПЁЂЬсИпРЭЖЏЩњВњТЪЁЂНЕЕЭГЩБОЁЂЫѕЖЬЩњВњжмЦкМАИФЩЦРЭЖЏЬѕМўЕШЖМгажБНгЕФгАЯь,ЪЧЩњВњжаЕФЙиМќЙЄзїЁЃЙЄвежЊЪЖЪЧжЦдьЦѓвЕжаживЊЕФжЊЪЖзЪдДжЎвЛ,ЪЧЪЙВњЦЗЩшМЦБфЮЊГЩЦЗЕФећИіжЦдьЙ§ГЬжаЕФЛљДЁзЪдД,ЫќЖдБЃжЄВњЦЗжЪСПвдМАЬсИпЦѓвЕОМУММЪѕаЇвцОпгаЪЎЗжживЊЕФзїгУЁЃМаОпЕФПьЫйЩшМЦгыжЦдь,МКОГЩЮЊВњЦЗПьЫйБфЛЛКЭжЦдьЯЕЭГаТНЈГЩЛђжиЙЙКѓдЫааЕФЦПОБ,бЯжиЕигАЯьжЦдьЯЕЭГЕФЩшМЦНЈдьжмЦкЁЂЯЕЭГЩњВњТЪЁЂжЪСПКЭГЩБОЁЃ
ФПЧАЙњФкЭтЪЙгУЕФзЈгУМаОпЪЧАщЫцзХДѓХњДѓСПЩњВњЕФЗЂеЙЖјЗЂеЙГіЯжЕФ,ЬиБ№ЪЧЯрЙиЛњаЕжЦдьвЕЕФЗЂеЙЁЃзЈгУМаОпЕФЪЙгУ,вЛЗНУцЫѕЖЬСЫЙЄађЪБМф,НЕЕЭСЫМгЙЄГЩБО;СэвЛЗНУц,МаОпБОЩэЕФЩшМЦжЦдьЙЄЪБЁЂВФСЯЯћКФЕШгждіМгСЫЙЄМўЕФГЩБОЁЃвђДЫ,дкКЮжжЩњВњЬѕМўЯТЪЙгУФФжжРраЭЕФМаОпВХЪЧОМУКЯРэЕФ,вВОЭЪЧМаОпЕФОМУад,вЛжБЖМЪЧМаОпНсЙЙЗЂеЙКЭЩшМЦЕФвЛИіживЊЛАЬтЁЃ
ФПТМ
ЧАбдI
вЛЁЂСуМўЗжЮі1
1.1МЦЫуЩњВњИйСьШЗЖЈЩњВњРраЭ1
1.2ЯфЬхЙЄвеЗжЮі1
ЖўЁЂШЗЖЈУЋХї2
2.1ШЗЖЈУЋХїжжРр2
2.2ШЗЖЈЛњаЕМгЙЄгрСП2
2.2.1ж§МўГпДчЙЋВю2
2.2.2ж§МўЛњаЕМгЙЄгрСП2
2.3ЛцжЦж§МўУЋХїЭМЃЈШчЭМ2-2УЋХї-СуМўзлКЯЭМЃЉ 3
Ш§ЁЂЙЄвеЙцГЬЩшМЦ3
3.1бЁдёЖЈЮЛЛљзМ3
3.2жЦЖЈЙЄвеТЗЯп4
3.2.1ФтЖЉЙЄвеТЗЯпвЛ4
3.2.2ФтЖЉЙЄвеТЗЯпЖў4
3.2.3ЙЄвеЗНАИЕФБШНЯгыЗжЮі5
3.3бЁдёМгЙЄЩшБИКЭЙЄвеЩшБИ6
3.4ШЗЖЈМгЙЄгрСПгыЙЄађГпДчБэ6
3.5ШЗЖЈМгЙЄЙЄађЩшМЦМАЛљБОЙЄЪБ8
ЫФЁЂДжЯГзѓЖЫУцМаОпЩшМЦ20
4.1ЩшМЦвЊЧѓ20
4.2МаОпЩшМЦ20
4.2.1ЖЈЮЛЛљзМЕФбЁдё20
4.2.2ЧаЯїСІМАМаНєСІЕФМЦЫу20
4.3ЖЈЮЛЮѓВюЕФЗжЮі22
4.4СуЁЂВПМўЕФЩшМЦгыбЁгУ22
4.5МаОпЩшМЦМАВйзїЕФМђвЊЫЕУї24
змНс25
ВЮПМЮФЯз26
жТаЛ27
вЛЁЂСуМўЗжЮі
1.1МЦЫуЩњВњИйСьШЗЖЈЩњВњРраЭ
ФъВњСПQЃН10000ЃЈМў/ФъЃЉЃЌИУСуМўдкУПЬЈВњЦЗжаЕФЪ§СПn=1ЃЈМў/ЬЈЃЉЃЌЗЯЦЗТЪІСЃН3ЃЅЃЌБИЦЗТЪІТЃН5ЃЅЁЃ
гЩЙЋЪНNЃНQЁСnЃЈ1ЃЋІСЃЋІТЃЉЕУЃК
NЃН10000ЁС1ЁСЃЈ1ЃЋ3ЃЅЃЋ5ЃЅЃЉ=10800
ВщБэЃЈЁЖЛњжЦЙЄвеЩњВњЪЕЯАМАПЮГЬЩшМЦЁЗжаБэ6Ѓ1ШЗЖЈЕФЩњВњРраЭЮЊДѓСПЩњВњЁЃ
вђДЫЃЌПЩвдШЗЖЈЮЊСїЫЎЯпЕФЩњВњЗНЪНЃЌгжвђЮЊдкМгЙЄЪБгаКмЖрЕФЕиЗНЪЧЯрЭЌЕФЃЌЫљвдПЩбЁдёЯрЭЌЕФМгЙЄЛњДВЃЌВЩШЁЭЌбљЕФСїЫЎЯпзївЕЃЌЕНВЛЭЌЕФЙЄађЕФЪБКђОЭВЩгУЗжПЊЕФЗНЗЈЃЌЫљвдПЩвдбЁдёЯШжиКЯКѓЗжПЊдйжиКЯЕФЗНЪНЕФСїЫЎЯпзївЕЁЃЫфШЛЪЧДѓХњСПЩњВњЃЌДгЛ§МЋадПМТЧЃЌВЩгУзщКЯЛњДВМгЙЄЃЌСїЫЎЯпШЋВПВЩгУАыздЖЏЛЏЕФЩшБИЁЃ
1.2ЯфЬхЙЄвеЗжЮі
ЯфЬхВФСЯЮЊHT200ЃЌМДЛвж§ЬњЁЃИУВФСЯОпгаНЯИпЕФЧПЖШЁЂФЭФЅадЁЂФЭШШадИљЃЌЙЄвеМђЕЅЃЌж§дьгІСІаЁЃЌвзМгЙЄЃЌашШЫЙЄЪБаЇЃЛгавЛЖЈЕФЛњаЕЧПЖШМАСМКУЕФМѕеёадЃЌСїЖЏадФмКУЁЂЬхЪеЫѕКЭЯпЪеЫѕаЁЃЛзлКЯСІбЇадФмЕЭЃЌПЙбЙЧПЖШБШПЙРЧПЖШИпдМ3-4БЖЃЛФЭШШадНЯКУЃЛПЩГаЪмНЯДѓЕФЭфЧњгІСІЃЛжївЊгУгкЧПЖШЁЂФЭФЅадвЊЧѓНЯИпЕФживЊСуМўКЭвЊЧѓЦјУмадЕФж§МўЁЃ
ЩњВњХњСПЮЊДѓХњСПЩњВњЃЌЙЪУЋХїОЋЖШгІЮЊжаЕШЃЌМгЙЄгрСПжаЕШЃЛМгЙЄЛњДВВПЗжВЩгУЭЈгУЛњДВЃЌВПЗжВЩгУзЈгУЛњДВЃЛАДСуМўЗжРрЃЌВПЗжВМжУГЩСїЫЎЯпЃЌВПЗжВМжУГЩЛњШКЪНЃЛЙуЗКВЩгУзЈгУМаОпЃЌПЩЕїМаОпЃЛАДСуМўВњСПКЭОЋЖШЃЌВПЗжВЩгУЭЈгУЕЖОпКЭСПОпЃЌВПЗжВЩгУзЈгУЕЖОпКЭСПОпЃЛВПЗжВЩгУЛЎЯпеве§зАМаЃЌЙуЗКВЩгУЭЈгУЛђзЈгУМаОпзАМаЃЛгаНЯЯъЯИЕФЙЄвеЙцГЬЃЌгУЙЄвеПЈЙмРэЩњВњЁЃ

МаОпЬх

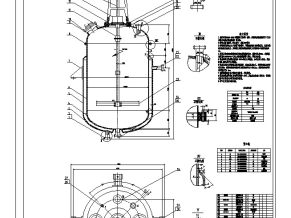
ГнТжДЋЖЏЯфЬхСуМўЭМA1

ГнТжДЋЖЏЯфЬхУЋХїЭМA2

зжЪ§ЭГМЦ

ЙЄађПЈ1

ЙЄађПЈ3

ЙЄађПЈ4

ЙЄађПЈ5

ЙЄађПЈ6

ЙЄађПЈ7

ЙЄађПЈ8

ЙЄађПЈ9

ЙЄађПЈ10

ЙЄађПЈ11

ЙЄађПЈ12

ЙЄађПЈ13

ЙЄађПЈ14

ЙЄађПЈ15

ЙЄађПЈ16

ЩшМЦЫљАќКЌЮФМў

ДжЯГзѓЖЫУцЙЄађПЈ

МгЙЄВПЮЛ

МгЙЄЙ§ГЬПЈ

ЫЕУїЪщЧАСНвГ

МаОпЩшМЦВПЗж
ЩъУїЃКФкШнРДздгУЛЇЩЯДЋЃЌжјзїШЈЙщдзїепЫљгаЃЌШчЩцМАЧжШЈЮЪЬтЃЌЧыгыЮвУЧСЊЯЕЃЌЮвУЧНЋМАЪБДІРэЃЁ