зАХфЭМ
МЄЙтЧаИюММЪѕЙуЗКгІгУгкН№ЪєКЭЗЧН№ЪєВФСЯЕФМгЙЄжаЃЌПЩДѓДѓМѕЩйМгЙЄЪБМфЃЌНЕЕЭМгЙЄГЩБОЃЌЬсИпЙЄМўжЪСПЁЃТіГхМЄЙтЪЪгУгкН№ЪєВФСЯЁЃ
БОЙЄзїЬЈзЈЮЊЙтДѓCD-YAG AC200/400/500МЄЙтЧаИюЛњЫљЩшМЦЁЃМЄЙтЧаИюЛњдкЙЄзїЙ§ГЬжаНіЮЊY-YЗНЯђвЦЖЏдђПЩЃЌПЩЧаИюаЁгк3mmКёЕФН№ЪєЦЌЃЌДђПзЃЌЕШЁЃЦфЧаИюТЗЯпгЩCADЭМжНжБНгДЋЪфЃЌПЩЧаИювЛаЉВЛЙцдђЕФТЗЯпЁЃ
гЩгкМЄЙтЧаИюЮЊЬижжМгЙЄММЪѕЃЌдкЧаИюЙ§ГЬжаВЂЮоЧаИюСІЕФзїгУЃЌвђаЉдкЙЄзїЬЈЩшМЦЗНУцЃЌПЩвдВЛПМТЧЧаЯїСІЕФгАЯьЁЃ
ЛњаЕЯЕЭГгІОпБИСМКУЕФЫХЗўадФмЃЈМДИпОЋЖШЁЂПьЫйЯьгІадКЭЮШЖЈадКУЃЉДгЖјвЊЧѓБОДЮЩшМЦДЋЖЏЛњЙЙТњзувдЯТМИЗНУцЃК
ЃЈ1ЃЉзЊЖЏЙпСПаЁ
ЃЈ2ЃЉИеЖШДѓ
ЃЈ3ЃЉзшФсКЯЪЪ
ДЫЭтЛЙвЊЧѓФІВСаЁЃЈЬсИпЛњЙЙЕФСщУєЖШЃЉЁЂЙВеёадКУЃЈЬсИпЛњЙЙЕФЮШЖЈадЃЉЁЂМфЯЖаЁЃЈБЃжЄЛњЙЙЕФДЋЖЏОЋЖШЃЉЃЌЬиБ№ЪЧЦфЖЏЬЌЬиадгІгыЫХЗўЕчЖЏЛњЕШЦфЫќЛЗНкЕФЖЏЬЌЬиадЯрЦЅХфЁЃ
ЩшМЦЙ§ГЬжажївЊЖдЙЄзїЬЈЕФЫПИмЃЌЕМЙьЃЌЕчЛњЃЌвдМАЩ§НЕЛњЕФВЮЪ§НјШыбЁдёЩшМЦЃЌвдМАЙЄМўЕФСЊНгЩшМЦЕШЁЃЭЌЪБЛцжЦИїжївЊЙЄМўЕФСуМўЭМКЭЙЄзїЬЈзАХфзмЭМЃЌЩшМЦЦфжаживЊЙЄМўЕФМгЙЄЙЄвеЙцГЬЁЃ
1ЃЎ1ЩшМЦШЮЮё:
XЗНЯђааГЬ:300mm
YЗНЯђааГЬ:300mm
ЙЄзїЬЈУцЕФВЮПМГпДч:300X300mm
зюИпдЫЖЏЫйЖШ:1400mm/min
ЖЈЮЛОЋЖШ:
ЙЄзїЪйУќ:УПЬь8аЁЪБ,ЙЄзї8Фъ,300Ьь/Фъ
1ЃЎ2ЛњЙЙвЊЧѓ
ЛњаЕЯЕЭГгІОпБИСМКУЕФЫХЗўадФмЃЈМДИпОЋЖШЁЂПьЫйЯьгІадКЭЮШЖЈадКУЃЉДгЖјвЊЧѓБОДЮЩшМЦДЋЖЏЛњЙЙТњзувдЯТМИЗНУцЃК
ЃЈ1ЃЉзЊЖЏЙпСПаЁдкВЛгАЯьЛњаЕЯЕЭГИеЖШЕФЧАЬсЯТЃЌДЋЖЏЛњЙЙЕФжЪСПКЭзЊЖЏЙпСПгІОЁСПМѕаЃЗёдђЃЌзЊЖЏЙпСПДѓЛсЖдЯЕЭГдьГЩВЛСМгАЯьЃЌЛњаЕИКдидіДѓЃЛЯЕЭГЯьгІЫйЖШНЕЕЭЃЌСщУєЖШЯТНЕЃЛЯЕЭГЙЬгаЦЕТЪМѕаЁЃЌШнвзВњЩњаГеёЁЃЫљвддкЩшМЦДЋЖЏЛњЙЙЪБгІОЁСПМѕаЁзЊЖЏЙпСПЁЃ
ЃЈ2ЃЉИеЖШДѓИеЖШЪЧЪЙЕЏадЬхВњЩњЕЅЮЛБфаЮСПЫљашЕФзїгУСІЁЃДѓИеЖШЖдЛњаЕЯЕЭГЖјбдЪЧгаРћЕФЃКЂйЫХЗўЯЕЭГЖЏСІЫ№ЪЇЫцжЎМѕаЃЂкЛњЙЙЙЬгаЦЕТЪИпЃЌГЌГіЛњЙЙЕФЦЕДјПэЖШЃЌЪЙжЎВЛвзВњЩњЙВеёЁЃЂлдіМгБеЛЗЫХЗўЯЕЭГЕФЮШЖЈадЁЃЫљвддкЩшМЦЪБгІбЁгУДѓЕФИеЖШЕФЛњЙЙЁЃ
ЃЈ3ЃЉзшФсКЯЪЪЛњаЕЯЕЭГВњЩњЙВеёЪБЃЌЯЕЭГЕФзшФсдіДѓЃЌЦфзюДѓеёЗљОЭдНаЁЧвЫЅМѕвВПьЃЌЕЋДѓзшФсвВЛсЪЙЯЕЭГЕФЮШЬЌЮѓВюдіДѓЃЌОЋЖШНЕЕЭЃЌЫљвдЩшМЦЪБЃЌДЋЖЏЛњЙЙЕФзшФсвЊбЁзХЪЪЕБЁЃ
ДЫЭтЛЙвЊЧѓФІВСаЁЃЈЬсИпЛњЙЙЕФСщУєЖШЃЉЁЂЙВеёадКУЃЈЬсИпЛњЙЙЕФЮШЖЈадЃЉЁЂМфЯЖаЁЃЈБЃжЄЛњЙЙЕФДЋЖЏОЋЖШЃЉЃЌЬиБ№ЪЧЦфЖЏЬЌЬиадгІгыЫХЗўЕчЖЏЛњЕШЦфЫќЛЗНкЕФЖЏЬЌЬиадЯрЦЅХфЁЃ
1.3ЩшМЦЗНЯђШЗЖЈ
X-YЙЄзїЬЈЯЕЭГПЩвдЩшМЦЗжЮЊПЊЛЗЁЂАыБеЛЗКЭБеЛЗЫХЗўЯЕЭГШ§жжЁЃПЊЛЗЕФЫХЗўЯЕЭГВЩгУВННјЕчЛњЧ§ЖЏ,ЯЕЭГУЛгаМьВтзАжУ;АыБеЛЗЕФЫХЗўЯЕЭГжавЛАуВЩгУНЛСїЛђжБСїЫХЗўЕчЛњЧ§ЖЏ,ВЂдкЕчЛњЪфГіжсАВзАТіГхБрТыЦї,НЋЫйЖШЗДРЁаХКХДЋИјПижЦЕЅдЊ;БеЛЗЕФЫХЗўЯЕЭГвВЪЧВЩгУНЛСїЛђжБСїЫХЗўЕчЛњЧ§ЖЏ,ЮЛжУМьВтзАжУАВзАдкЙЄзїЬЈФЉЖЫ,НЋЮЛжУЗДРЁаХКХДЋИјПижЦЕЅдЊЁЃБеЛЗКЭАыБеЛЗЫХЗўЯЕЭГМлИёАКЙѓЃЌНсЙЙИДдгЃЌЭЌЪБЦфПЩПиЗжБцТЪвВКмИпЃЌЕЋдкБОДЮЩшМЦжаЃЌЦфЮЛжУОЋЖШЃЈЁР0.02mmЃЉвЊЧѓВЛИпЃЌПМТЧЕНГЩБОЕЭЃЌЮЌаоЗНБуЃЌЙЄзїЮШЖЈЕШЬѕМўЁЃбЁгУВННјЕчЛњЫХЗўЯЕЭГОЭПЩвдТњзувЊЧѓЁЃЦфЭЈЙ§ЮЂЛњЛњПижЦВННјЕчЛњЕФЧ§ЖЏ,жБНгДјЖЏЙЄзїЬЈдЫЖЏЁЃ
ЃиЃйЙЄзїЬЈЯЕЭГзмЬхПђЭМШчЭМ1.3.1ЫљЪОЁЃ
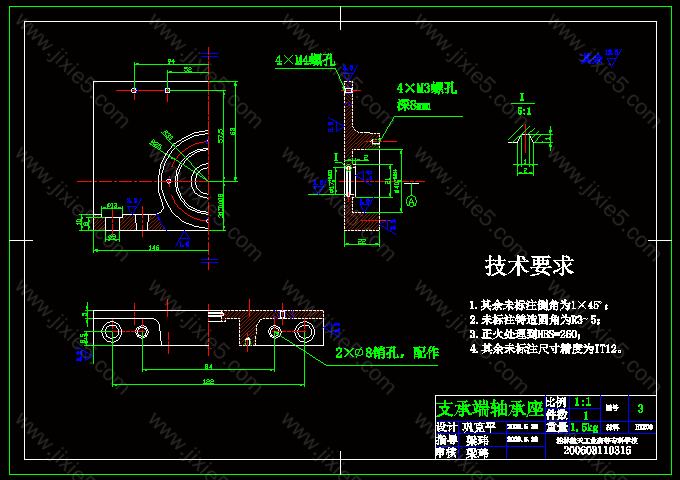
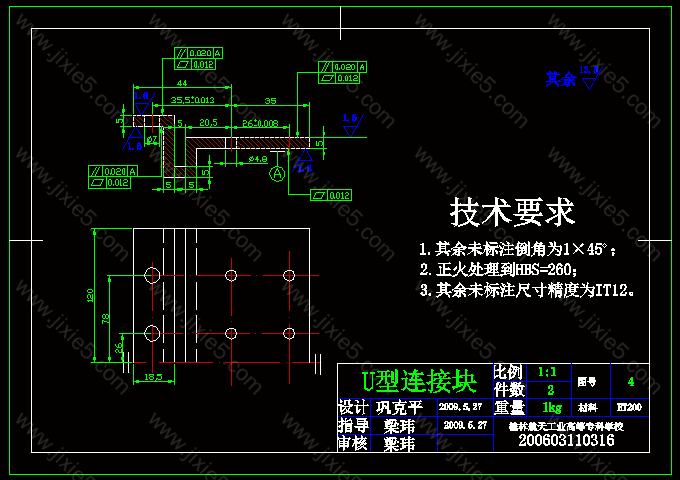
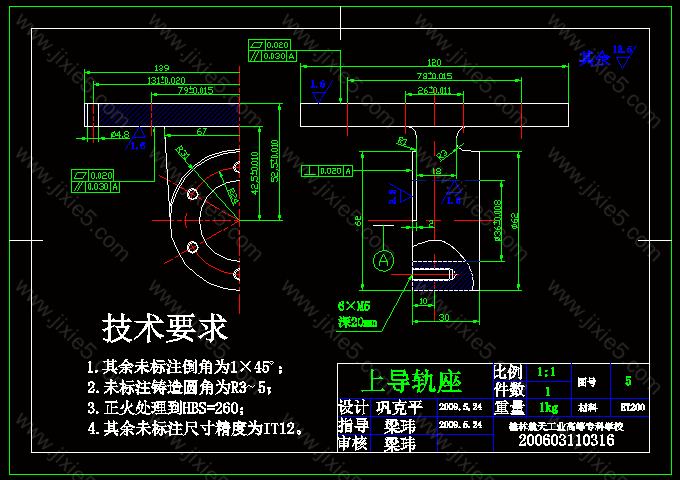
1.4ЁЂЙЄзїЬЈЬѕМўЕФШЗЖЈ
ЖдгкGDYAGAC200/400/500МЄЙтЧаИюЛњЖјбдЃЌЙЄзїОљЮЊНЯЧсЕФЙЄМўЃЌзюДѓжЪСПВЛГЌЙ§ШЅ50KG ЃЌЛЎЦЌЗЖЮЇЮЊ300mm x 200mmЁЃЙЄзїЙ§ГЬжаЕФе№ЖЏВЛВННјЕчЛњРЖЏЙЄзїЬЈЪБгЩгкЙпадв§Ц№ЕФе№ЖЏЁЃЫљвдЮвбЁЙЄзїЬЈКёЖШЮЊ30mmЃЌВФСЯбЁHT200Лвж§ЬњЃЌвђЮЊЦфгаСМКУЕФж§дьадФмЃЌМѕФЅадЃЌФЭФЅадКУЃЌМгЩЯЦфШлЛЏХфСЯМђЕЅЃЌГЩБОЕЭЃЌФЭИЏЪДМАПЙе№адКУЕШЁЃ
ЮФМўФПТМ

ЙЄзїЬЈA3

ЙЬЖЈЖЫжсГазљЕЅA3
жЇГаЖЫжсГазљA3
СНзјБъСЌНгМўA4
ЫПИмТнФИСЌНгМўA4
ЩъУїЃКФкШнРДздгУЛЇЩЯДЋЃЌжјзїШЈЙщдзїепЫљгаЃЌШчЩцМАЧжШЈЮЪЬтЃЌЧыгыЮвУЧСЊЯЕЃЌЮвУЧНЋМАЪБДІРэЃЁ