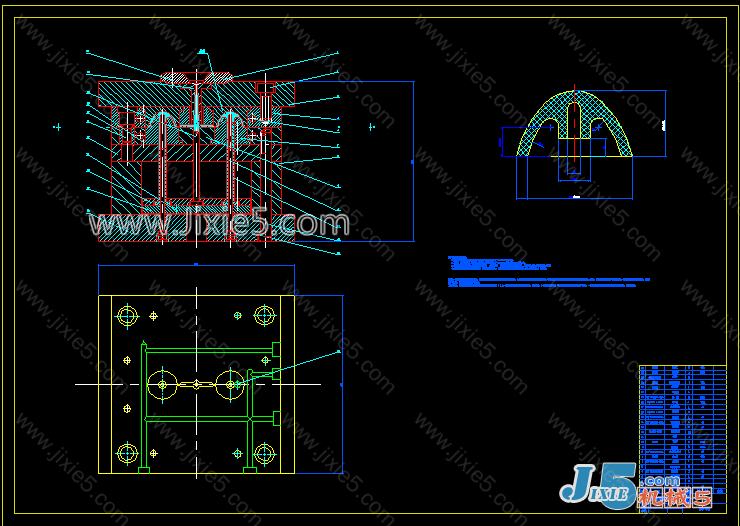
装配图
目录
绪论……………………………………………………………1
第一章模具工艺规程的编制
1.1塑件的工艺性分析………………………………………………………1
1.2模具型腔数和注塑机的选定……………………………………………1
1.3塑件注塑工艺参数的确定………………………………………………2
第二章注塑模的结构设计
2.1分型面的选择……………………………………………………………2
2.2确定型腔的排列方式……………………………………………………3
2.3浇注系统设计……………………………………………………………3
2.4成型零件结构设计………………………………………………………4
第三章模具设计的有关计算
3.1成型尺寸的有关计算………………………………………………………5
3.2圆形型腔的壁厚计算………………………………………………………6
3.3塑件脱模机构的设计………………………………………………………7
3.4拉料杆型式的选择…………………………………………………………8
第四章模具加热与冷却系统的设计
4.1加热系统设计………………………………………………………………8
4.2冷却系统设计………………………………………………………………9
4.3冷却时间计算………………………………………………………………9
第五章模具闭合高度的确定
5.1模具闭合高度的确定……………………………………………………10
第六章绘制模具总装图和非标准零件图
6.1绘制模具总装图和非标准零件图……………………………………10
第七章注塑模主要零件加工工艺规程的编制
7.1注塑模主要零件加工工艺规程的编制………………………………11
结论…………………………………………………………………………… 13
致谢…………………………………………………………………… 19
参考文献………………………………………………………………………14
1.1.1塑件的原材料分析.塑件的材料采用尼龙66,属于热塑性料。从使用性能上看,该塑料具有很高的机械性能、软化点高、耐热、摩擦系数低、耐磨损、自润滑性、吸震性和消音性、耐油、耐弱酸、耐碱和一般溶剂、电绝缘性好、有自熄性、无毒、无臭、耐侯性好等优点,是理想的绝缘材料。从成型性能上看,该塑料吸水性孝熔体的流动性好,容易成型,但收缩率大。另外,该塑料熔融粘度低,容易产生飞边,易吸潮,塑件尺寸变化较大。一模多件时,应注意使浇口厚度均匀化,成型时排除的热量多,模具上应设计冷却均匀的冷却回路,熔融状态的尼龙热稳定性较差,易发生降解,使塑件性能下降。因此,不允许尼龙在高温料筒内停留时间过长。
1.1.2塑件的结构和尺寸精度及表面质量分析
1.1.2.1结构分析。从零件图上分析,该零件总体形状按投影方向为圆形。整流罩内有高约10的同心圆孔凸台,即直径为的圆孔。因此,模具设计时必须设置推管顶出装置及推板装置。
1.1.2.2尺寸精度分析。该零件重要尺寸,如,等尺寸
精度为MT2级(GB/T14486-1993)。次重要尺寸如、、等的尺寸精度为MT3级(GB/T14486-1993)。由以上尺寸分析可知,该塑件的尺寸精度中等偏上,对应的模具相关零件尺寸加工可以保证。从塑件的壁厚上来看,其壁厚均为2,比较均匀,有利于零件的成型。
1.1.3塑件表面质量分析
该零件的表面除要求没有毛刺、缺陷、内部不得有导电杂质外,没有特别的表面质量要求,故比较容易实现。
综上分析可以看出,注塑是在工艺参数控制的较好的情况下,零件的成型要求可以得到保证。
1.2模具型腔数和注塑机的选定
根据设计任务书的要求和尼龙的性能及其可承受的注塑压力,此模具采用一模两腔的模具结构。考虑其外形尺寸、注塑时所需压力和工厂现有设备等情况,初步选用注塑机为XSZ125A型。
1.3塑件注塑工艺参数的确定
查找相关文献和参考工厂实际应用的情况,尼龙66的成型工艺参数可作如下选择:(试模时,可根据实际情况作适当调整)
注塑温度:包括料筒温度和喷嘴温度。
料筒温度:230~280℃;
后段温度选用℃
中段温度选用240℃;
前段温度选用260℃;
喷嘴温度:250∽260℃;选用250℃;
模具温度:110∽120℃;选用100℃;
注塑压力:70~130;选用100(相当于注塑机表压35);
注塑时间:20~60s;选用30;
保压:选用72(相当于注塑机表压25);
保压时间:选用10;
冷却时间:20~60s;选用30。
总周期:50~130s选用90s。

零件图
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!