

模具
模具专业设计全套-XZ25-50变速箱箱体工艺及粗镗孔夹具设计锥形套注塑模具设计带CAD图纸
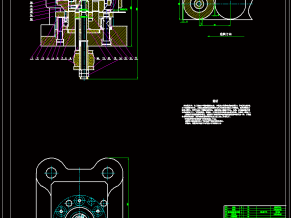
本文仔细分析了XZ25-50变速箱零件的形状、结构、特点及各项技术要求。根据给定的生产纲领参观了同类零件的生产工艺过程,经过对比分析结合企业的设备状况,制定了其加工工艺规程,并设计了其中80工序的粗镗孔专用夹具,为了满足该工序中各项技术精度要求,夹具采用了“一面两销”的可靠定位和移动压板夹紧机构,刀具的导向采用导套来实现。
绪论1
课题一: 2
1箱体零件加工工艺规程设计2
1.1 XZ25-50变速器壳体的用途2
1.2零件的工艺分析2
1.3确定箱体的生产类型2
1.4确定箱体毛坯制造形式和尺寸2
1.4.1确定毛坯的制造种类和制造方法3
1.4.2毛坯余量和工序余量的确定3
1.5定位基准的选择3
1.5.1粗基准的选择3
1.5.2精基准的选择3
1.6确定箱体零件各加工表面的加工方案4
1.7确定工艺方案的原则及注意问题4
1.7.1粗、精加工阶段分开原则4
1.7.2工序集中和分散原则5
1.7.3制定工艺方案应注意的其它方面5
1.8工艺路线的确定6
1.9确定各表面的切削用量和基本工时6
1.9.1工序50粗精铣上表面6
1.9.2工序60钻上表面各螺纹底孔以及孔7
1.9.3工序70攻上表面各螺纹以及铰孔8
1.9.4工序80粗精铣左右表面9
1.9.5工序90粗镗-半精镗-精镗左右面上轴承孔,扩铰倒档孔9
1.9.6工序100钻左右面上的螺纹底孔以及孔12
1.9.7工序110攻左右面上的螺纹14
1.9.8工序120粗精铣前后各面和倒档孔内端面以及铣倒档孔内槽15
1.9.9工序130钻前后面上的螺纹底孔以及孔16
2.0工序140攻前后面上的螺纹孔以及孔18
2专用夹具的设计21
2.1对镗床夹具的具体的要求21
2.2夹具体的毛坯结构21
2.3夹具元件的选择与设计21
2.4专用夹具的设计步骤22
2.5绘制夹具总装配图22
2.6标注夹具总装配图上个部分尺寸和技术要求22
2.7夹具公差配合的制订23
2.7.1制订夹具公差与技术条件的依据23
2.7.2制定夹具公差和技术条件的基本原则23
2.8夹具公差的制订24
2.9夹具技术条件的制订24
2.9.1定位元件之间或定位元件对夹具体底面之间的相互位置要求24
2.9.2定位元件与连接元件间的相互位置要求24
2.9.3对刀元件与连接元件间的相互位置要求24
2.9.4定位元件与引导元件间的相互位置要求24
2.10夹具设计部分的计算24
2.10.1基准的选择24
2.10.2切削夹紧力的计算24
2.10.3定位误差的分析25

定模板

动模板

夹具图

箱体零件图

型芯
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!














变速箱取力器及水泵传动设计【含CAD图纸】")
【含CAD图纸】")

带CAD图纸")
")

![模具专业设计-塑料挂钩座注射模具设计[抽芯]带CAD图纸](http://img.jixie5.com/d/file/2017/01/20/f6eca6755eccad0f392886dc39bf44d9.gif@!l "模具专业设计-塑料挂钩座注射模具设计[抽芯]带CAD图纸")

