

DSF500-00打散分级机
sf500100打散分级机内外筒体及原设计改进探讨(含全套cad图纸)
本课题是进行打散分级机的内外筒体及对原设计的改进,在筒体设计中我们先确定筒体的尺寸参数,然后对关键地方进行受力分析,在改进部分,我们对原设计进行了仔细的分析,指出了原设计的不足之处,然后对其进行合理的改进。打散分级机是九十年代初问世的新型料饼打散分选设备,集料饼打散与颗粒分级于一体,与挤压机配套使用,可以消除挤压粉碎机边缘漏斗和开停机过程中及正常工作时未被充分挤压的大颗粒对后续球磨系统产生不利的影响,以获得大幅度增产节能的效果。因为辊压机操作规程规定:设备启动时液压系统应处于卸压状态。所以,在辊压机启动过程中将有大量未经有效挤压的物料通过辊压机。这也是在打散分级机介入挤压粉磨工艺系统前的挤压预粉磨系统产量提高幅度不大且存在较大波动的重要原因。打散分级机利用离心冲击破碎原理对物料进行打散,利用惯性及空气动力学原理对散状物了实现分级。在挤压联合粉磨工艺系统中应用,可取得增产100%-200%,节约用电30%以上,研磨体消耗降低60%以上的效果。国内(外)发展概况及现状的介绍
打散分级机是九十年代初问世的新型料饼打散分选设备,集料饼打散与颗粒分级于一体,与挤压机配套使用,可以消除挤压粉碎机边缘漏斗和开停机过程中及正常工作时未被充分挤压的大颗粒对后续球磨系统产生不利的影响,以获得大幅度增产节能的效果。
进入八十年代中期后,挤压机因其高效、节能、低耗等特点,在世界范围内得到了广泛应用。随着挤压机的推广应用,虽然挤压过的物料中有70%小于2mm颗粒,并且有约占总重量10%到15%大于5mm的大颗粒,并且随着挤压机使用周期的加长侧挡板磨损后而未能及时更换,大颗粒的比例将加大,因此,挤压过的物料的颗粒分布很宽,使得后续球磨的配球较难适应上述物料,影响系统产量的进一步提高。为了进一步完善挤压粉磨系统,使得进入后续粉磨系统得物料颗粒小而均齐,成为各国挤压粉磨技术研究的主要内容,国外各大水泥装备公司相继开发出多种设备和新工艺来达到上述目的。
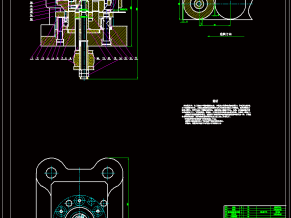
2.2打散分级机的工作原理
打散分级机是一种集料饼打散与颗粒分级于一体的新型分级设备。其打散方式采用离心冲击粉碎的原理,经辊压机挤牙后的物料呈较密实的饼状,由对称布置的进料口连续均匀地喂入,落在带有锤形凸棱衬板的打散盘上,主轴带动打散盘高速旋转,使得落在打散盘上的料饼在衬板锤形凸棱部分的作用下得以加速并脱离打散盘,料饼沿打散盘切线方向高速甩出后撞击到反击衬板上后被粉碎。由于物料的打散过程是连续的,因而从反击衬板上反弹回的物料会受到从打散盘连续高速飞出物料的再次剧烈冲击而被更加充分地粉碎。必须强调的是,打散盘衬板表面的锤形凸棱的作用有别于传统的捶式破碎机的锤头,其主要作用是避免物料在打散盘甩出时具有较高的初速度,从而获得较大的动能,能够有力地撞击沿打散盘周向布置的反击衬板,用以强化对料饼的冲击粉碎效果。被打散的物料通过环形通道均匀地落入分级区。
经过打散粉碎后的物料在挡料锥的导向作用下通过挡料锥外围的环形通道进入在风轮周向分布的风力分选区内。物料的分级应用的时惯性原理和空气动力学原理,粗颗粒物料由于其运动惯性大,在通过风力风力分选区的沉降过程中,运动状态改变较小而落入内锥通体被收集,由粗粉卸料口卸出返回,同配料系统的新鲜物料一起进入辊压机上方的称重仓。细粉由于其运动惯性小,在通风风力分选区的沉降过程中,运动状态改变较大而产生较大的偏移,落入内锥筒体之间被收集,由细粉卸料口卸出送入球磨机继续粉磨或入选粉机直接分选出成品。
在用于生料制备时,由于风轮的高速旋转所产生的负压和出风口所接的后排风机所产生的负压,热风入口被引入,经风轮沿径向连续送出,打散过的物料在经过风力分选区的沉降过程中形成较均匀的料幕于热风充分接触做热交换而得以烘干,湿热气体经过风口排出。由于经过风力分选区的物料在悬浮状态下与热风接触,所以热交换效率较高,烘干效果显著。

出料口(一)

出料口筒体

底座

护筒

上部筒体

外锥(一)

支架













")
")

【含CAD图纸】")
【含CAD图纸】")



