

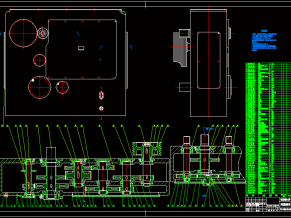
X-Y向装配图A0
(全套带图)槽钢焊接钻孔工艺与工装夹具设计(含全套CAD图纸)
摘要
本文提供了一种X52k铣床的经济型数控化改造方案,改造的主要模块有:机械部分和数字控制电路部分。机械部分主要是对丝杠、驱动元件和减速齿轮的改造。改造后的系统是以步进电机为驱动执行元件的开环控制系统,控制系统使系统能够控制进给轴的转速,并实现其正反转控制工作台,实现其纵、横向进给运动,控制冷却和润滑,以MCS-51型单片机为控制处理芯片,通过键盘输入加工程序控制X52K铣床数控化改造后是升降台式的。使得改造后的机床能加工除了铣削键槽、平面及孔等简单的零件外,还能加工形状复杂(如加工圆弧面、斜面及凸轮等)的零件。改造后的数控机床具有高精、高效及加工产品范围广等特点。
目录
前言1
第1章整体改造方案3
1.1设计方案: 3
1.1.1实现的目标3
1.1.2机床改造的方案3
1.2机构和电气控制的改造: 4
1.2.1 X52K的改造要求4
1.2.2进给机构的改造5
1.2.3电气控制部分的改造5
1.3改造后的布局6
第2章机构部分与控制部分的设计7
2.1纵向方向(X轴)的设计: 7
2.1.1纵向步进电机选择计算7
2.1.2丝杠设计13
2.1.3齿轮设计19
2.2横向(Y轴)的设计21
2.3控制部分设计22
2.3.1主控制器(CPU) 23
2.3.2存储器扩展电路24
2.3.3扩展I/O接口24
2.3.4步进电机驱动电路25
2.3.5行程控制26
2.3.6键盘与显示27
2.3.7复位电路27
2.3.8紧急停车27
结论28
谢辞30
参考文献31
外文资料翻译32

电气原理图-A0

数控工作台

总体布局图

毕业设计课题

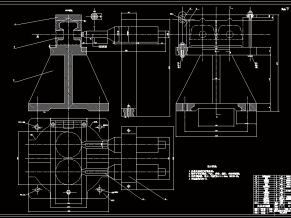
组焊工装样式图

钻孔工装















")
")
机器人焊接机器人机械毕优秀设计齐全")
")
")
")
")
")