

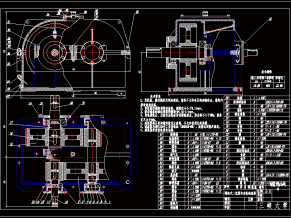
填料箱盖铣夹具装配图
(全套带图)填料箱联动夹具设计图((含全套CAD图纸))
摘要
制订工艺路线的出发点,应当是使零件的几何形状、尺寸精度以及位置精度等技术要求能得到合理的保证。在生产纲领已经确定为中批生产的条件下,考虑采用普通机床以及部分高效专用机床,配以专用夹具,多用通用刀具,万能量具。部分采用专用刀具和专一量具。并尽量使工序集中来提高生产率。除此以外,还应当考虑经济效果,以便使生产成本尽量下降。
目录
前言1
1零件的分析2
1.1零件的作用2
1.2零件的工艺分析3
2工艺规程设计3
2.1毛坯的制造形式4
2.2基准面的选择4
2.2.1粗基准的选择.........................................4
2.2.2精基准的选择.........................................4
2.3制订工艺路线4
2.3.1工艺线路方案一.......................................4
2.3.2工艺路线方案二.......................................5
2.3.3工艺方案的比较与分析.................................5
2.4机械加工余量、工序尺寸及毛坯尺寸的确定6
2.5确定切削用量及基本工时7
2.5.1工序Ⅰ:车削端面、外圆...............................7
2.5.2工序Ⅱ:粗车65, 80, 75, 100外圆以及槽和倒角......9
2.5.3工序Ⅲ钻扩mm、及锪孔。转塔机床C365L.....12
2.5.4工序Ⅳ钻6 13.5, 2-M10-6H, 4-M10-6H深孔深24.....13
2.5.5工序Ⅴ:精车Φ65mm的外圆及与Φ80mm相接的端面.......16
2.5.6工序Ⅵ:精、粗、细镗mm孔.................18
2.5.7工序Ⅶ:铣Φ60孔底面................................18
2.5.8工序Ⅷ:磨Φ60孔底面................................19
2.5.9工序Ⅸ:镗Φ60mm孔底沟槽............................20
2.5.10工序Ⅹ:研磨Φ60mm孔底面..........................20
3专用夹具设计20
3.1问题的指出21
3.2夹具设计21
3.2.1定位基准的选择........................................21
3.2.2切削力及夹紧力的计算................................21
3.3定位误差的分析22
3.4夹具设计及操作的简要说明22
参考资料22
致谢23
附录24

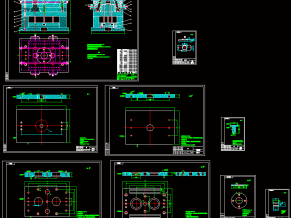
工序卡

工序卡.最终结果

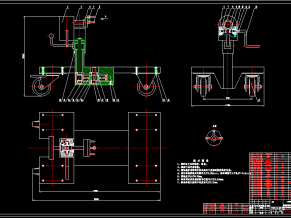
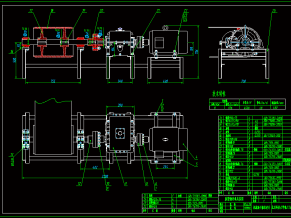
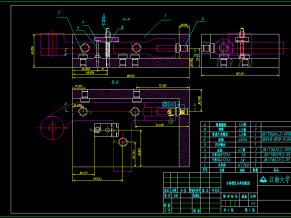
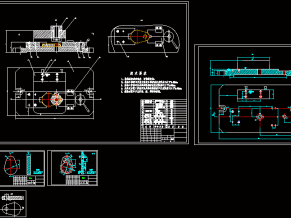
夹具图

零件图

填料箱盖毛胚
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!


](http://img.jixie5.com/d/file/2017/02/09/561ea8a1d72b5d5defbdffe0d4a4d35c.png@!l)








")
")
")






