

ёЯЕЁҪ¬ұГ¶ЛёЗөДјУ№Ө№ӨТХУлјРҫЯЙијЖ(ә¬CADНјЦҪәНWORDЛөГчКй)
ХӘТӘ
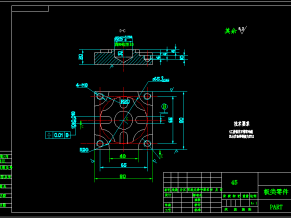
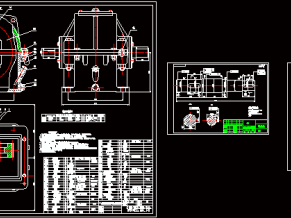
ұҫЙијЖКЗ»щУЪёЯЕЁҪ¬ұГ¶ЛёЗБгјюөДјУ№Ө№ӨТХ№жіМј°Т»Р©№ӨРтөДЧЁУГјРҫЯЙијЖЎЈёЯЕЁҪ¬ұГ¶ЛёЗБгјюөДЦчТӘјУ№ӨұнГжКЗЖҪГжј°ҝЧПөЎЈТ»°гАҙЛөЈ¬ұЈЦӨЖҪГжөДјУ№Өҫ«¶ИТӘұИұЈЦӨҝЧПөөДјУ№Өҫ«¶ИИЭТЧЎЈТтҙЛЈ¬ұҫЙијЖЧсСӯПИГжәуҝЧөДФӯФтЎЈІўҪ«ҝЧУлЖҪГжөДјУ№ӨГчИ·»®·ЦіЙҙЦјУ№ӨәНҫ«јУ№ӨҪЧ¶ОТФұЈЦӨҝЧПөјУ№Өҫ«¶ИЎЈ»щЧјСЎФсТФёЯЕЁҪ¬ұГ¶ЛёЗөДКдИлЦбәНКдіцЦбөДЦ§іРҝЧЧчОӘҙЦ»щЧјЈ¬ТФ¶ҘГжУлБҪёц№ӨТХҝЧЧчОӘҫ«»щЧјЎЈЦчТӘјУ№Ө№ӨРт°ІЕЕКЗПИТФЦ§іРҝЧПө¶ЁО»јУ№Өіц¶ҘЖҪГжЈ¬ФЩТФ¶ҘЖҪГжУлЦ§іРҝЧПө¶ЁО»јУ№Өіц№ӨТХҝЧЎЈФЪәуРш№ӨРтЦРіэёцұр№ӨРтНвҫщУГ¶ҘЖҪГжәН№ӨТХҝЧ¶ЁО»јУ№ӨЖдЛыҝЧПөУлЖҪГжЎЈЦ§іРҝЧПөөДјУ№ӨІЙУГөДКЗЧшұк·ЁпЫҝЧЎЈХыёцјУ№Ө№эіМҫщСЎУГ»ъҙІЎЈјРҫЯСЎУГЧЁУГјРҫЯЈ¬јРҪф·ҪКҪ¶аСЎУГЖш¶ҜјРҪфЈ¬јРҪфҝЙҝҝЈ¬»ъ№№ҝЙТФІ»ұШЧФЛшЈ¬ТтҙЛЙъІъР§ВКҪПёЯЈ¬ККУГУЪҙуЕъБҝЎўБчЛ®ПЯЙПјУ№ӨЈ¬ДЬ№»ВъЧгЙијЖТӘЗуЎЈ
ДҝВј
ХӘТӘII
ABSTRACT III
өЪ1ХВРчВЫ1
1.1»ъРөјУ№Ө№ӨТХёЕКц1
1.2»ъРөјУ№Ө№ӨТХБчіМ2
1.3јРҫЯёЕКц2
1.4»ъҙІјРҫЯөД№ҰДЬ3
1.5»ъҙІјРҫЯөД·ўХ№ЗчКЖ3
1.5.1»ъҙІјРҫЯөДПЦЧҙ4
1.5.2ПЦҙъ»ъҙІјРҫЯөД·ўХ№·ҪПт4
өЪ2ХВјУ№Ө№ӨТХ№жіМЙијЖ6
2.1БгјюөД·ЦОц6
2.1.1БгјюөДЧчУГ6
2.1.2БгјюөД№ӨТХ·ЦОц6
2.2ёЯЕЁҪ¬ұГ¶ЛёЗјУ№ӨөДЦчТӘОКМвәН№ӨТХ№эіМЙијЖЛщУҰІЙИЎөДПаУҰҙлК©6
2.2.1ҝЧәНЖҪГжөДјУ№ӨЛіРт7
2.2.2ҝЧПөјУ№Ө·Ҫ°ёСЎФс7
2.3ёЯЕЁҪ¬ұГ¶ЛёЗјУ№Ө¶ЁО»»щЧјөДСЎФс8
2.3.1ҙЦ»щЧјөДСЎФс8
2.3.2ҫ«»щЧјөДСЎФс8
2.4ёЯЕЁҪ¬ұГ¶ЛёЗјУ№ӨЦчТӘ№ӨРт°ІЕЕ8
2.5»ъРөјУ№ӨУаБҝЎў№ӨРтіЯҙзј°Г«ЕчіЯҙзөДИ·¶Ё11
2.6И·¶ЁЗРПчУГБҝј°»щұҫ№ӨКұЈЁ»ъ¶ҜКұјдЈ© 12
2.7Кұјд¶Ё¶ојЖЛгј°ЙъІъ°ІЕЕ22
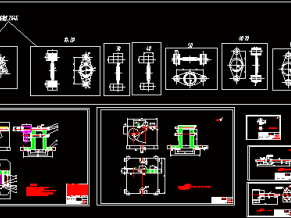
өЪ3ХВЧк4XҰө13јРҫЯЙијЖ28
3.1ЙијЖТӘЗу28
3.2јРҫЯЙијЖ28
3.2.1¶ЁО»»щЧјөДСЎФс28
3.2.2ЗРПчБҰј°јРҪфБҰөДјЖЛг28
3.3¶ЁО»ОуІоөД·ЦОц29
3.4ЧкМЧЎўіДМЧЎўЧкДЈ°еЙијЖУлСЎУГ29
3.5јРҫЯЙијЖј°ІЩЧчөДјтТӘЛөГч31
өЪ4ХВёЯЕЁҪ¬ұГ¶ЛёЗПі¶ЛГжјРҫЯЙијЖ32
4.1ЦёіцҙжФЪөДОКМв32
4.2јРҫЯЙијЖ32
4.2.1јРҫЯМеЙијЖ32
4.2.2¶ЁО»»щЧјөДСЎФс32
4.2.3¶ЁО»·Ҫ°ёәНФӘјюЙијЖ33
4.2.4¶ЁО»ОуІоөДјЖЛг33
4.2.5јРҪфБҰјЖЛг34
4.2.6јРҪф»ъ№№өДЙијЖ36
4.2.7¶ЁПтјьУл¶Фө¶Ч°ЦГЙијЖ37
4.2.8И·¶ЁјРҫЯМеҪб№№іЯҙзәНЧЬМеҪб№№39
4.2.9јРҫЯЙијЖј°ІЩЧчөДјтТӘЛөГч40
ЧЬҪб42
ІОҝјОДПЧ43
ЦВР»44
ЙкГчЈәДЪИЭАҙЧФУГ»§ЙПҙ«Ј¬ЦшЧчИЁ№йФӯЧчХЯЛщУРЈ¬ИзЙжј°ЗЦИЁОКМвЈ¬ЗлУлОТГЗБӘПөЈ¬ОТГЗҪ«ј°КұҙҰАнЈЎ










ДЈҫЯ-ЧўЛЬ-_ЦбіР¶ЛёЗДЈҫЯөДјУ№Ө")
¶ЛёЗ№ӨТХј°өдРН№ӨРтјРҫЯЙијЖ(ә¬И«МЧCADНјЦҪ)")
![ДЈҫЯЧЁТөЙијЖИ«МЧ-Гр»рЖч¶ЛёЗЛЬБПЧўЙдДЈЙијЖ[ійРҫ]ҙшCADНјЦҪ](http://img.jixie5.com/d/file/2017/01/22/f784e39bea34b395d98fbeb790c1d575.png@!l "ДЈҫЯЧЁТөЙијЖИ«МЧ-Гр»рЖч¶ЛёЗЛЬБПЧўЙдДЈЙијЖ[ійРҫ]ҙшCADНјЦҪ")


![ДЈҫЯЧЁТөЙијЖИ«МЧ-ёҙУЎ»ъРЎ¶ЛёЗЧўЛЬДЈҫЯЙијЖ[Рұ¶Ҙ]ҙшCADНјЦҪ](http://img.jixie5.com/d/file/2017/01/21/94033ebc8b61de732fb8b1b28693fbdc.png@!l "ДЈҫЯЧЁТөЙијЖИ«МЧ-ёҙУЎ»ъРЎ¶ЛёЗЧўЛЬДЈҫЯЙијЖ[Рұ¶Ҙ]ҙшCADНјЦҪ")

![ДЈҫЯЧЁТөЙијЖИ«МЧ-ЛЬБП¶ЛёЗЧўЙдДЈҫЯЙијЖ[ійРҫ]ҙшCADНјЦҪ](http://img.jixie5.com/d/file/2017/01/20/e52c83e878e1c18351437abbe8bad676.gif@!l "ДЈҫЯЧЁТөЙијЖИ«МЧ-ЛЬБП¶ЛёЗЧўЙдДЈҫЯЙијЖ[ійРҫ]ҙшCADНјЦҪ")
")
")