

减速器底座双面钻床设计-总体结构及PLC控制系统设计钻孔组合机床设计(含CAD图纸和WORD说明书)
摘要
本主要说明组合机床设计的基本过程及要求。组合机床是按高度集中原则设计的,即在一台机床上可以同时完成同一种工序或多种不同工序的加工。组合机床发展于工业生产末期,与传统的机床相比:组合机床具有许多优点:效率高、精度高、成本低。它由床身、立柱、工作台、及电源一些基本部件及一些特殊部件,根据不同的工件加工所需而设计的。
在组合机床上可以完成很多工序,但就目前使用的大多数组合机床来说,则主要用于平面加工和孔加工两大类工序。主要内容包括四大部分:
(1)、制定工艺方案通过了解被加工零件的加工特点、精度和技术要求、定位夹紧情况、生产效率及机床的结构特点等,确定在组合机床上完成的工艺内容及加工方法,并绘制被加工零件工序图。
(2)、组合机床的总体设计确定机床各部件之间的相互关系,选择通用部件和刀具的导向,计算切削用量及机床生产效率、绘制机床的尺寸联系图及加工示意图。
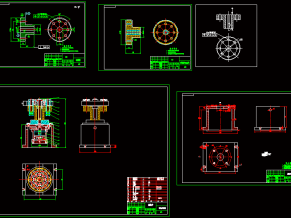
(3)、组合机床部件设计包括专用多轴箱的设计,传动布局合理,轴与齿轮之间不发生干涉,保证传动的平稳性和精确性。专用主轴设计、轴承的选用及电机的选择等。
(4)、液压装置的设计液压滑台、定位夹紧装置均为液压控制。并采用了许多液压控制阀,保证了运动的平衡性,循环性和精确性。
目录
摘要2
Abstract 3
目录4
1绪论6
1.1课题研究意义6
1.2钻孔专用设备应用6
1.3钻孔专用设备7
1.3.1多轴头7
1.3.2多轴箱8
1.3.3多轴钻床8
1.3.4自动更换主轴箱机床8
1.4钻孔专用设备趋势9
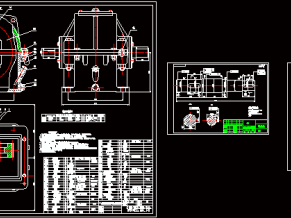
2减速器底座机械加工工艺10
2.1了解零件的功用及技术要求10
2.2分析零件的结构工艺性10
2.3毛坯选择10
2.3.1毛坯的种类10
2.3.2铸件制造方法的选择10
2.3.3铸件的尺寸公差与加工余量11
2.4定位基准的选择11
2.5拟定工艺路线12
2.5.1确定各表面的加工方法12
2.5.2加工顺序的安排12
2.5.3确定加工余量13
2.5.4计算工序尺寸及公差14
2.6确定各工序切削用量14
2.7机床及工艺装备的选择14
3组合机床的总体设计19
3.1组合机床方案的制定19
3.1.1制定工艺方案19
3.1.2确定组合机床的配置形式和结构方案19
3.2确定切削用量及选择刀具21
3.2.1确定工序间余量21
3.2.2选择切削用量21
3.2.3确定切削力、切削扭矩、切削功率22
3.2.4选择刀具结构22
3.3钻孔组合机床总设计“三图一卡”的编制22
3.3.1被加工零件工序图23
3.3.2加工示意图24
3.3.3机床联系尺寸图29
3.3.4生产率计算卡31
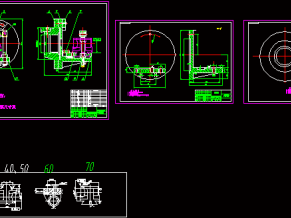
4减速器底座螺纹孔底孔夹具设计33
4.1研究原始质料33
4.2定位、夹紧方案的选择33
4.3切削力及夹紧力的计算33
4.4误差分析与计算35
4.5夹具设计及操作的简要说明37
5基于PLC的组合机床控制系统设计38
5.1引言38
5.2组合机床的运动及控制要求38
5.3 plc控制系统的程序设计41
5.4结束语42
结论44
致谢45
参考文献46













")
")
")
")
")
")
")
")
")