

箱体
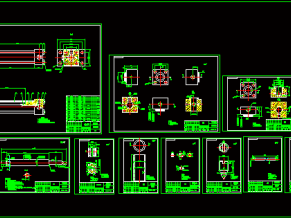
(有CAD图)ZB90-01箱体夹具设计
摘要
箱体是机器和部件的基础零件,由它将机器和部件中许多零件连接成一个整体,并使之保持正确的相互位置,彼此能协调地运动。箱体类零件由箱座、箱盖组成,其结构较为复杂,其上通常有一些尺寸精度和位置精度要求都比较高的定位销孔,用作相关零件定位或在加工过程中定位,故机械加工劳动量相当大,困难也相当大,对工艺人员工艺、夹具设计提出很高要求。
保证零件加工质量的前提下,提高了生产率,降低了生产成本,是国内外现代机械加工工艺的主要发展方面方向之一。本文通过对ZB90-01箱体零件图及结构形式的分析基础上,对箱体零件进行工艺分析、工艺说明及加工过程的技术要求和精度分析。同时以ZB90-01箱体为例进行工艺过程设计进行专用夹具设计与精度和误差分析,实践证明,该工艺与夹具设计结果能应用于生产要求。
目录
摘要II
目录III
第1章绪论5
1.1机械加工工艺概述5
1.2机械加工工艺的发展前景6
1.3 ZB90箱体结构特点7
1.4箱体的主要加工8
1.4.1箱体的平面加工8
1.4.2主轴孔的加工8
1.4.3孔系加工9
第2章ZB90箱体加工工艺过程分析10
2.1箱体的材料、毛坯及热处理10
2.1.1毛坯种类的确定。 10
2.1.2毛坯的形状及尺寸的确定: 10
2.1.3毛坯的材料热处理11
第3章定位基准的选择11
3.1粗基准的选择12
3.2精基准的选择12
第4章车输出面孔机床选择13
第5章车电机面孔机床选择16
第6章夹具设计概述18
6.1机床夹具的概念18
6.2机床夹具的分类18
6.3机床夹具的作用19
6.4机床夹具设计过程19
6.5 ZB90箱体夹具设计19
6.6根据零件的加工精度及表面质量要求,选择机床的精度等级19
6.7定位基准及装夹方式的确定20
6.7.1选择定位基准20
6.7.2确定工件的装夹方式21
6.8选择对刀方式及对刀点22
6.8.1正确选择对刀方式22
6.8.2选择合理的对刀点及换刀点23
6.9.制定合理的加工方案23
6.9.1合理划分数控加工工序23
第7章车输出面孔ZB90-CSCMK-00夹具设计24
7.1设计方案论证24
7.2切削力及夹紧力的计算24
7.3设计及操作的简要说明25
7.4结构分析25
7.5夹具的公差25
7.6工序精度分析26
7.6本章总结26
第8章车电机面孔ZB90-CSCMK-00夹具设计27
8.1设计方案论证27
8.2切削力及夹紧力的计算28
8.3设计及操作的简要说明28
8.4结构分析28
8.5夹具的公差29
8.6工序精度分析29
8.6本章总结30
参考文献31
致谢32

夹具图
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!











")
")
")

车床主轴箱箱体左侧螺纹攻丝机设计")
")
")
")
")
")