

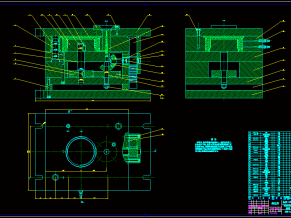
底座
内圆磨床的改造设计(含全套CAD图纸)
摘要
本次设计主要针对数控磨床做部分改造,以适应加工产品时可以简单加工、精确定位、保证尺寸,提高加工效率,减轻工人劳动强度。
此次改造对机床的导轨和驱动等进给部件做一定的修改,以适应产品的需要,保证在生产中的精度及效率。
液压驱动对重复定位及尺寸的精度很难保证,使得在生产中很难提高效率。改用伺服电机驱动进给部件,可以保证机床的重复定位,使产品的精度不会因为操作者的原因而无法得到保证。
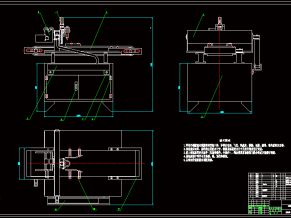
导轨是数控控制精度的一个方面,数控方式对导轨要求是具有高灵敏度,低摩擦阻力,高寿命等,所以对导轨的要求也比较高。一般的磨床采用的是滚动导轨,精度较低,摩擦阻力大,寿命不高,所以本次设计导轨采用的是滚动导轨
丝杠是控制精度的另一个方面,以前沿用的滑动丝杠传动效率低、导程精度低,不能满足高精度、高效率的要求,因此该用滚珠丝杠,滚珠丝杠传动系统是以滚珠为媒介的滚动螺旋传动的体系,它的传动效率高,是传统滚珠丝杠的2~4倍,运动平稳性好,精度高,较高的耐用性,可靠性高,无间隙,刚性好。
对于生产时产品的尺寸能进行补偿,保证产品一致性。另外对于产品的变更能及时进行调整,以适应不同的产品,尽量降低加工成本。
IIIbstract IV
目录V
1绪论1
1.1本课题的研究内容和意义1
1.2国内外的发展概况1
1.3本课题应达到的要求1
2总设计方案2
2.1主要规格与参数2
2.2总设计方案分析与选定3
2.2.1机床设计改造的基本要求3
2.2.2机床设计改造的研究方法3
2.2.3机床设计的方案分析4
2.3主要结构与性能8
2.3.1床身8
2.3.2进给箱8
2.3.3磨架8
2.3.4床头8
2.3.5砂轮修整器8
2.3.6砂轮轴8
3传动系统9
3.1工件传动9
3.2砂轮传动9
3.3进给传动9
3.4机床所用滚动轴承明细表9
3.5传动带明细表10
3.6丝杠副明细表10
4 X轴进给伺服系统的设计与计算11
4.1进给伺服系统的控制方式的选择11
4.2伺服系统机械传动结构设计特点12
4.3伺服电动机的选择计算12
4.3.1选择伺服电机的三个指标及其计算12
4.3.2电动机转子惯量与负载惯量匹配12
4.3.3空载加速转矩13
4.3.4电动机的选择13
4.4滚珠丝杠副14
4.4.1滚珠丝杠特点14
4.4.2滚珠丝杠的消隙和预加载荷14
4.4.3滚珠丝杠的支承14
4.4.4滚珠丝杠的选择计算14
4.4.5选择丝杠轴承16
4.5半闭环进给系统的精度16
4.5.1伺服刚度16
4.5.2滚珠丝杠的螺母的接触强度17
4.5.3丝杠的拉压强度17
4.5.4轴承的轴向刚度17
4.5.5综合刚度17
4.5.6定位精度17
4.6导轨的选择18
4.7涨紧套18
4.7.1涨套的联接特点18
4.7.2涨套的选用计算18
5电气系统20
5.1概述20
5.2机床夹紧动作20
5.3工件夹紧20
5.4维护检查20
6冷却系统21
7润滑系统22
7.1润滑油的选择22
7.2注意事项22
7.3使用和维修22
7.4其他润滑22
8结论与展望23
8.1结论23
8.2不足之处与未来展望23
致谢24
参考文献25
附录26

滑板

连接座

磨头部件













")


")
导轨磨床的设计(含CAD图纸)")
")
")
")

")