

A0-Ч°ЕдНј
ЛжЧЕ»ъҙІјУ№Өҫ«¶ИөДМбёЯЈ¬ОӘБЛҪөөН¶ЁО»ОуІоЈ¬МбёЯјУ№Өҫ«¶И¶ФјРҫЯөДЦЖФмҫ«¶ИТӘЗуёьёЯёЯҫ«¶ИјРҫЯөД¶ЁО»ҝЧҫаҫ«¶ИёЯҙпЎА5ҰМmЈ¬јРҫЯЦ§іРГжөДҙ№Цұ¶ИҙпөҪ0.01mm/300mmЈ¬ЖҪРР¶ИёЯҙп0.01mm/500mmЎЈөВ№ъdemmelerЈЁҙчГААЦЈ©№«ЛҫЦЖФмөД4mіӨЎў2mҝнөДҝЧПөБРЧйәПәёҪУјРҫЯЖҪМЁЈ¬ЖдөИёЯОуІоОӘЎА0.03mmЈ»ҫ«ГЬЖҪҝЪЗҜөДЖҪРР¶ИәНҙ№Цұ¶ИФЪ5ҰМmТФДЪЈ»јРҫЯЦШёҙ°ІЧ°өД¶ЁО»ҫ«¶ИёЯҙпЎА5ҰМmЈ»ИрКҝEROWAИбРФјРҫЯөДЦШёҙ¶ЁО»ҫ«¶ИёЯҙп2Ў«5ҰМmЎЈ»ъҙІјРҫЯөДҫ«¶ИТСМбёЯөҪОўГЧј¶Ј¬КАҪзЦӘГыөДјРҫЯЦЖФ칫Лҫ¶јКЗҫ«ГЬ»ъРөЦЖФмЖуТөЎЈіПИ»Ј¬ОӘБЛККУҰІ»Н¬РРТөөДРиЗуәНҫӯјГРФЈ¬јРҫЯУРІ»Н¬өДРНәЕЈ¬ТФј°І»Н¬өөҙОөДҫ«¶ИұкЧј№©СЎФсЎЈ
ХӘТӘ
ФЪЙъІъ№эіМЦРЈ¬К№ЙъІъ¶ФПуЈЁФӯІДБПЈ¬Г«ЕчЈ¬Бгјю»тЧЬіЙөИЈ©өДЦКәНБҝөДЧҙМ¬·ўЙъЦұҪУұд»ҜөД№эіМҪР№ӨТХ№эіМЈ¬ИзГ«ЕчЦЖФмЈ¬»ъРөјУ№ӨЈ¬ИИҙҰАнЈ¬Ч°ЕдөИ¶јіЖЦ®ОӘ№ӨТХ№эіМЎЈФЪЦЖ¶Ё№ӨТХ№эіМЦРЈ¬ТӘИ·¶Ёёч№ӨРтөД°ІЧ°№ӨО»әНёГ№ӨРтРиТӘөД№ӨІҪЈ¬јУ№ӨёГ№ӨРтөД»ъіөј°»ъҙІөДҪшёшБҝЈ¬ЗРПчЙо¶ИЈ¬ЦчЦбЧӘЛЩәНЗРПчЛЩ¶ИЈ¬ёГ№ӨРтөДјРҫЯЈ¬ө¶ҫЯј°БҝҫЯЈ¬»№УРЧЯө¶ҙОКэәНЧЯө¶іӨ¶ИЈ¬ЧоәујЖЛгёГ№ӨРтөД»щұҫКұјдЈ¬ёЁЦъКұјдәН№ӨЧчөШ·юОсКұјдЎЈ
№ШјьҙКЈә№ӨТХ№эіМЈ»Г«ЕчЈ»ҪшёшБҝЈ»ЧЯө¶іӨ¶ИЈ»
ДҝВј
ХӘТӘ...................................................................ўс
ABSTRACT ............................................................ўт
өЪТ»ХВРчВЫ............................................................1
1.1СЎМвөДТвТе............................................................3
1.2јРҫЯөД·ўХ№·ҪПт....................................................3
1.3ұҫХВРЎҪб............................................................6
өЪ¶юХВРҫ№ЬөДјУ№Ө№ӨТХ№жіМЙијЖ............................................8
2.1Рҫ№ЬөДЧчУГ....................................................9
2.1.2Рҫ№ЬөДјјКхТӘЗу....................................................10
2.2Рҫ№ЬөД№ӨТХ·ЦОц....................................................11
2.3И·¶ЁГ«ЕчЈ¬»жЦЖГ«ЕчјтНј............................................11
2.3.1СЎФсГ«Еч....................................................12
2.3.2И·¶ЁГ«ЕчөДіЯҙ繫ІоәН»ъРөјУ№ӨУаБҝ............................12
2.4Дв¶ЁРҫ№Ь№ӨТХВ·ПЯ....................................................13
2.4.1¶ЁО»»щЧјөДСЎФс.....................................................13
2.4.2ҫ«»щЧјөДСЎФс....................................................15
2.4.3ҙЦ»щЧјөДСЎФс....................................................16
2.5ёчГжЎўҝЧјУ№Ө·Ҫ·ЁөДИ·¶Ё............................................17
2.6јУ№ӨҪЧ¶ОөД»®·Ц....................................................18
2.7№ӨРтөДјҜЦРУЪ·ЦЙў....................................................19
2.8№ӨРтЛіРтөД°ІЕЕ....................................................20
2.8.1»ъРөјУ№Ө№ӨРт....................................................21
2.8.2ИИҙҰАн№ӨРт....................................................22
2.8.3ёЁЦъ№ӨРт....................................................22
өЪИэХВ»ъҙІЙиұёј°№ӨТХЧ°ұёөДСЎУГ....................................23
3.1»ъҙІЙиұёөДСЎУГ....................................................23
3.2№ӨТХЧ°ұёөДСЎУГ....................................................23
өЪЛДХВЗРПчУГБҝУлКұјд¶Ё¶оөДјЖЛг....................................23
өЪОеХВјРҫЯЙијЖ....................................................24
5.1ОКМвөДМбіц....................................................25
5.2¶ЁО»·Ҫис............................................................26
5.3јРҪф»ъ№№............................................................27
5.4јРҫЯУл»ъҙІөДБӘҪУФӘјю............................................28
5.5¶ЁО»ОуІо·ЦОц....................................................29
5.6ЗРПчБҰј°јРҪфБҰөДјЖЛг............................................30
ҪбВЫ....................................................................31
ІОҝјОДПЧ............................................................32
ЦВР»............................................................33

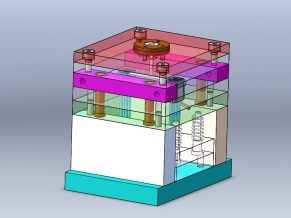
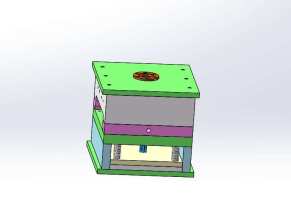
A1-јРҫЯМе

A2-БгјюНј

A4-Г«ЕчНј
ЙкГчЈәДЪИЭАҙЧФУГ»§ЙПҙ«Ј¬ЦшЧчИЁ№йФӯЧчХЯЛщУРЈ¬ИзЙжј°ЗЦИЁОКМвЈ¬ЗлУлОТГЗБӘПөЈ¬ОТГЗҪ«ј°КұҙҰАнЈЎ














")



