

A2-左压板零件图
摘要
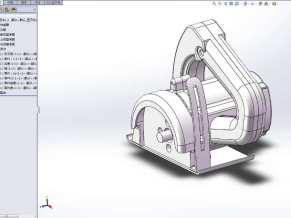
本篇设计是左压板加工工艺及编程,左压板零件的主要加工表面是各表面的铣削加工及内孔的铣削加工以及2-M8-7H螺纹孔的钻、攻削加工和4-直孔的钻削加工等。一般来说,保证平面的加工精度与保证孔系的加工精度相比,保证平面的加工精度比较容易。孔径加工都是选用专用钻夹具,夹紧方式一般选用手动夹紧,夹紧可靠。因此生产效率较高。能够满足设计要求。
文章的重点在于对左压板的工艺性和力学性能分析,对左压板零件的加工工艺规程进行合理分析,对左压板进行加工工艺的规程设计,包括了左压板的数控铣削加工和数控铣削加工,并且介绍了数控铣的加工工艺及数控编程,以此左压板进行数控铣的加工工艺编制和数控编程的设计,经过实践证明,最终可以加工出合格的左压板零件。
关键词:加工工艺;左压板;编程;数控
目录
摘要I
1零件结构工艺分析1
1.1零件的分析2
1.1.1零件的作用2
1.1.2零件的工艺分析4
1.2零件的主要技术要求5
1.2.1内孔的精度及位置精度6
1.2.2平面的精度及位置精度7
1.2.3其他要求8
2工艺规程设计9
2.1选择定位基准9
2.2制定工艺路线10
2.3选择加工设备和工艺设备11
2.4机械加工余量、工序尺寸及公差的确定11
3确定切削用量及基本工时12
3.1工序20:粗铣零件上下端面14
3.2工序30:粗铣零件左右端面15
3.3工序40:半精铣,精铣零件上下端面,保证高度尺寸56到位16
3.4工序50:半精铣零件左右端面,保证厚度尺寸30到位17
3.5工序60:粗铣、半精铣、精铣23X7斜度1:100缺口至尺寸17
3.6工序70:粗铣、半精铣2X7缺口17
3.7工序80:铣4-∮11直孔17
3.8工序90:铣4-∮18深11沉孔17
3.9工序100:粗铣、半精铣两端2-深18沉孔17
3.10工序110:钻、攻两端2-M8-7H深50螺纹孔至尺寸17
3.11时间定额计算及生产安排24
4零件编程25
4.1粗铣、半精铣、精铣23X7斜度1:100缺口至尺寸26
4.2粗铣、半精铣两端2-深18沉孔27
4.3钻、攻两端2-M8-7H深50螺纹孔至尺寸28
结论29
参考文献30
致谢31

A3-左压板毛坯图

















")
")
")