

LZYע��ģװ��ͼ
Ŀ¼
һ�ܼ��Ĺ����Է�����������������������������������������1
1.1�ܼ�ԭ���ϵķ���
1.2�ܼ��ߴ羫�ȷ���
1.3�ܼ�������������
1.4�ܼ��Ľṹ�����Է���
��ȷ�������豸ѡ����ģ�ܹ����Է�����������������������4
2.1�����ܼ������������
2.2ע�ܻ���ѡ��
2.3ע�ܻ���У��
2.4ȷ�������ղ���
��ע��ģ�Ľṹ��ơ�������������������������������������7
3.1�������ѡ��
3.2��ǻ��Ŀ��ȷ������ǻ��ѡ��
3.3��עϵͳ�����
3.4�Ƴ��ṹ�����
3.5����ϵͳ�����
3.6��ȴϵͳ�����
3.7��ģ�ܵ�ѡ��
��ע��ģ��Ƶ��йسߴ���㡭����������������������������11
4.1��������ߴ����
4.2ע��ģ��������
��ע�ܻ��йز�����У�ˡ���������������������������������16
5.1ģ�߱պϸ߶ȵ�У�˺�ȷ��
5.2ģ�߿�ģ�г̵�У��
��ģ�ߵ���ģ��װ������������������������������������������16
6.1��ģ����
6.2ģ�ߵİ�װ������
6.3��ģ
6.4����
�ο����ס�������������������������������������������������17
�ܼ�ԭ���ϵķ���
�ܼ��IJ��ϲ�������66�������������ϡ���ʹ�������Ͽ�������1010�ǰ�������ˮС���ͺ��ԽϺã����ͩp��ĥ�p���ͩp��ˮ����ù��������ˮ�Դӳ��������Ͽ����ܼ��ڲ���ȡ��Ӧ���ȣ���ģ�Ȳ���ȡС������Ժ�ڼ�����ܼ���Ӧȡ������ʱ�䲻�˳���30min�����¸����������׳��ɱߣ�����С��ȡ����ǿ��ע��ѹ�����������ۣ����ơ��������ڰ��ܼ��ں����������ȡ��������ȡ�̣�Ϊ�˼������������۩p���ף�һ����ȡ��ģ�©p��ע��ѹ���ij����������Լ����ð�������ģ��;����1010����Ҫ����ָ�꣺�ܶ���1.04kg/dm�p�������0.96dm/kg�p��ˮ����0.2��0.4�p��������1.3��2.3s�p�۵���205t/c�p�ȱ����¶���55c�p��������ǿ����62Mpa�p���쵯��ģ��1.8��10Mpa�p����ǿ��88Mpa�pӲ��9.75HB�p����ǿ��20KV/mm��
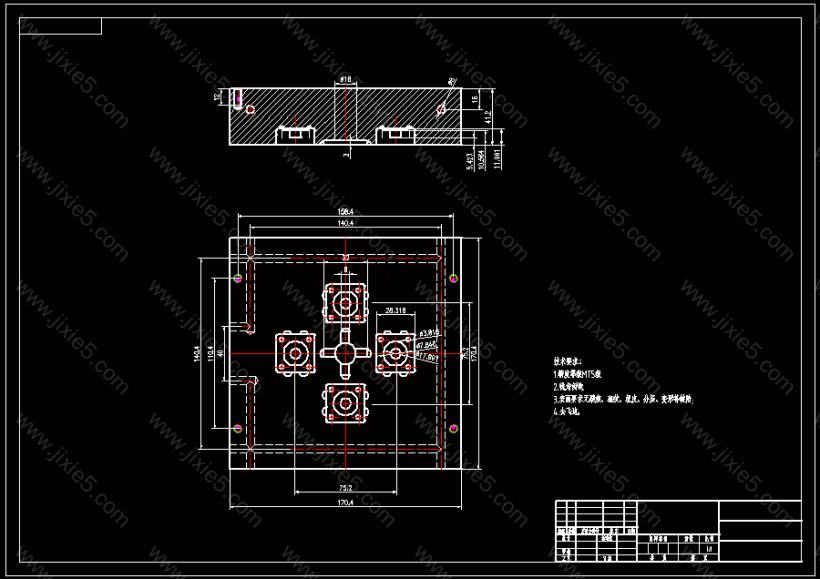
��ǻ3��

װ��ͼ

���3
���������������û��ϴ�������Ȩ��ԭ�������У����漰��Ȩ���⣬����������ϵ�����ǽ���ʱ������
















")
")
���CADͼֽ+SolidWorks��άģ��+˵����")