

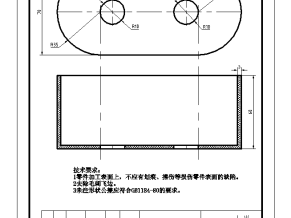
工件图A1
CA6140车床改双孔专用镗床及夹具设计
摘要
介绍了某产品末端传动壳体的双孔加工专用机床的设计。主要设计工作是对CA6140型车床进行改造,在不破坏原车床传动系统的基础上扩大其工艺范围,满足工件的加工要求。
改装后的机床采用镗杆旋转、工件进给的方案,机床的主运动和进给运动借助原车床的运动关系进行。设计加工用专用主轴箱安装在车床导轨上,卸掉原车床的卡盘,将专用主轴箱与车床主轴联接,通过专用主轴箱使原车床的单主轴输出转变为双主轴输出,联接镗杆,同时镗削工件.上的两孔。拆去原车床的刀架和尾座,设计的专用夹具安装在车床熘板上。通过熘板的纵向进给实现加工时的工进。
设计工作尽量采用了较简单的结构设计进行改造,在满足工件加工精度要求的前提下降低了经济成本,避免了整机的设计或新设备的购置。
关键词:车床;镗床;改造。
Special boring machine and fixture design for double hole CA6140 lathe
Abstract
In this dissertation, terminal transmission shell machine tool designwas carried on. The main content is several improvements in the CA6140 lathe,which expands its craft scope in the foundation of not destroying the original lathe transmission system, and satisfies the processing requirements of thework piece.
The scheme of both boring rod revolving and thework piece feeding is adopted,
with both the formerly machine tool’s main movement and the feed motion. The special-purpose headstock is on the lathe guide and the original lathe’s chuckwas downloaded, and the lathe main axlewas jointed the special-purpose headstock, the single main axlewas transformed to double main axle outputs through the special-purpose headstock, and two hole in thework piece are boring together, the original lathe tool rest and the tailstock are taking down, and the unit clamp designed is installed on the lathe apron, the processing movement is realized through the apron axial feed.
In this project, the more simple structural design is adopted as far as possible, the economic cost is reduced, and the complete machine design and new equipment purchasing are avoidedwith formerlywork piece processing precision.
Keywords: Lathe;boring machine;transformation.
目录
摘要I
Abstract II
1绪论1
1.1课题的背景和意义1
1.2国内外发展现状2
1.3课题研究的内容及其具体要求3
1.3.1课题名称3
1.3.2题目内容及要求3
1.3.3课题研究的总方案3
1.3.4设计内容及要求4
2专用机床工艺方案拟订5
2.1分析被加工零件5
2.1.1被加工零件的用途5
2.1.2被加工零件的加工部位5
2.1.3被加工零件的加工精度及表面粗糙度要求5
2.1.4零件的加工工序6
2.2被加工零件的特点及加工工艺分析7
2.3定位基准和夹紧部位的选择8
2.4专用机床结构方案10
3工序切削用量的确定11
3.1选择切削用量11
3.1.1背吃刀量11
3.1.2进给量f 11
3.1.3切削速度11
3.2计算切削力及切削功率12
3.2.1切削力及切削扭矩计算12
3.3校核电机功率13
4专用镗头箱设计15
4.1传动系统的运动和动力参数计算15
4.1.1计算各轴转速15
4.1.2各传动组齿轮模数的确定和校核16
4.2齿轮齿根弯曲疲劳强度校核: 18
4.2.1校核a传动组齿轮18
4.2.2校核b传动组齿轮19
4.3确定各轴的间距21
4.4各轴的设计及主轴的校核21
4.4.1确定各轴最小直径21
4.4.2各轴轴承选择22
4.5各轴上的强度验算22
4.5.1齿轮的验算22
4.5.2轴承疲劳强度校核25
4.5.3平键挤压、剪切校核27
4.5.4低速轴与联轴器键连接校核27
4.6主轴组件的刚度验算28
5镗刀、镗杆的确定30
5.1镗刀的确定30
5.1.1硬质合金镗刀的几何参数选取32
5.2镗杆的确定32
5.3联轴器的选择34
6机床改造总体设计分析35
6.1被加工零件工序图的绘制35
6.2加工示意图的绘制36
6.2.1动力部件工作循环及行程的确定36
6.3机床改装总体布置图37
6.3.1机床装料高度的确定39
6.3.2夹具外形轮廓尺寸的确定39
6.3.3镗头箱的尺寸轮廓的确定39
6.4精镗头箱展开图40
6.5计算机床生产率41
7专用夹具设计44
7.1夹具概述44
7.1.1夹具作用及分类44
7.1.2机床夹具现状44
7.1.3现代机床夹具的发展方向45
7.2夹具设计任务45
7.3拟定夹具结构方案46
7.3.1确定工件夹紧方案及设计选择夹紧装置46
7.3.2确定工件定位方案及设计选择定位装置46
7.3.3夹具体设计49
7.4夹具操作说明49
7.5夹紧力的分析计算49
7.6分析定位误差52
7.7绘制双孔镗夹具装配图52
8结论54
参考文献55
附录57
致谢75

夹具 A0

工件毛配图A1

工序图 A1

机床总装布置图 A0

加工示意图 A2

精镗头箱剖视图A1

镗杆零件图A1

镗杆通杆零件图A1

2摘要

3设计所包含文件

5精镗头箱展开图A0

1字数

4目录
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!




















含开题及5张CAD图+说明书")
含开题及4张CAD图+说明书")
含开题及3张CAD图+说明书")
含开题及2张CAD图+说明书")

含开题及5张CAD图+说明书")