

“副变速拨叉”零件“钻Ф8.7孔”工序的夹具设计说明书
本次的夹具设计是正对加工Ф8.7的孔,在对钻该孔进行加工前已经对其他表面进行了加工,钻孔工序为最后的一道机加工工序,因此,定位、夹紧方案有:
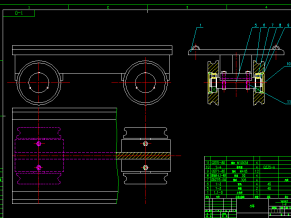
I:选底平面、工艺孔和大头孔定位,即一面、心轴和棱形销定位,夹紧方式选用螺母在心轴上夹紧。该心轴需要在上面钻孔,以便刀具能加工工件上的小孔。
II:选一面两销定位方式,工艺孔用短圆柱销,用棱形销定位,夹紧方式用操作简单,通用性较强的移动压板来夹紧。
经过分析比较及结合老师的建议,选择方案中的心轴定位、螺旋夹紧机构,但又区别与方案I的是将菱形销更换为圆柱销,经过对其自由度定位的分析,发现不会导致过定位的情况。
零件图中对孔的的加工没有位置公差要求,所以我们选择芯轴与工件接触面和两孔为定位基准来设计钻模,从而满足孔的加工要求。
工件定位用一面和两孔定位,配合螺旋夹紧机构共限制6个自由度。

定位方案设计

夹具装配图

夹具体

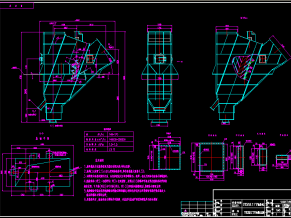
副变速拨叉毛坯图

副变速拨叉零件图

夹具可换钻套

芯轴

课设全套资料总预览

机械制造工艺学设计说明书

粗铣70上端面至71.8

粗铣70下端面

粗铣叉头右内侧面

粗铣叉头左内侧面

机械加工工艺过程卡片















”零件“镗Φ50孔”工序的夹具设计+说明书+CAD图纸")

”零件“加工Φ4销孔”工序进行夹具设计+CAD图纸+说明书")
+CAD图纸+说明书+工艺卡")





设计CAD图纸+说明书")