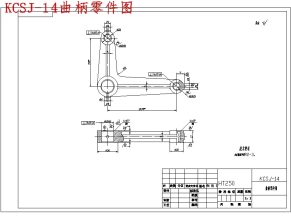
A0-Φ–ΨΏΉΑ≈δΆΦ
’Σ“Σ
Βς’ϊ±έΆβΩ«ΒΡΦ”ΙΛΙΛ“’ΦΑΉ®”ΟΦ–ΨΏ…ηΦΤΘ§ΩΦ¬«ΒΫΝψΦΰ‘ΎΜζ¥≤‘Υ––Ιΐ≥Χ÷–Υυ ή≥εΜς≤Μ¥σΘ§ΝψΦΰΫαΙΙ”÷±»ΫœΦρΒΞΘ§Ι ―Γ‘ώ÷ΐ‘λΓΘΒς’ϊ±έΆβΩ«ΒΡ÷ς“ΣΦ”ΙΛΟφ «Βς’ϊ±έΒΡΦΗΗωΕΥΟφΓΔΖΫ≤έΚΆΩΉΘ§”…”ΎΟφΒΡΦ”ΙΛΨΪΕ»“Σ±»ΩΉΒΡΦ”ΙΛΨΪΕ»»ί“Ή±Θ÷ΛΓΘ“ρ¥ΥΘ§≤…”Οœ»ΟφΚσΩΉΒΡ‘≠‘ρΘ§“‘±Θ÷ΛΦ”ΙΛΨΪΕ»ΓΘΗΟ…ηΦΤ÷–Θ§”Πœ»“‘¥σΕΥΆβ‘≤Φ”ΙΛ≥ωΝΫΕΥΟφΘ§‘Ό“‘ΗΟΜυΉΦΟφΦ”ΙΛ–ΓΕΈΕΥΟφΚΆœύ”ΠΒΡΩΉΓΘ‘ΎΤδ”ύΙΛ–ρ÷–Θ§Ψυ“‘¥ΥΩΉ”κΕΥΟφΈΣΕ®ΈΜΜυΉΦΘ§Φ”ΙΛΒς’ϊ±έΒΡΩΉΓΔ≤έΚΆ“Μ–©ΕΥΟφΘ§‘Ύ’ϊΗωΦ”ΙΛΙΐ≥Χ÷–Θ§”ΟΒΫΝΥ≥Β¥≤ΓΔœ≥¥≤ΚΆΉξ¥≤ΓΘΈΣΝΥΦ”ΙΛΨΪ»ΖΩλΥΌΘ§ΧΊ±π…ηΦΤΝΥœ≥≤ύΟφΓΔοέΩΉΚΆœ≥≤έΒΡΉ®”ΟΦ–ΨΏΘ§≤ΔΕ‘ΥϋΟ«ΒΡΕ®ΈΜΕΦ≤…”ΟΝΥ“ΜΟφΝΫœζΕ®ΈΜΓΘ”…”ΎΗΟΝψΦΰΒΡ≥Ώ¥γ≤Μ¥σΘ§Υυ–ηΒΡΦ–ΫτΝΠ≤Μ¥σΓΘ“ρ¥ΥΘ§Φ–ΫτΖΫ ΫΕΦ≤…”Ο ÷Ε·Φ–ΫτΘ§ΥϋΒΡΦ–ΫτΖΫ ΫΦρΒΞΘ§ΜζΙΙΒΡ…ηΦΤΗϋΈΣΖΫ±ψΘ§¬ζΉψΦ–Ϋτ“Σ«σΓΘ
ΙΊΦϋ¥ ΘΚΒς’ϊ±έΆβΩ«ΝψΦΰΘ§ΟΪ≈ςΘ§Φ”ΙΛΙΛ–ρΘ§«–œς”ΟΝΩΘ§Ή®”ΟΦ–ΨΏΘ§ΉΑΦ–
ΡΩ¬Φ
’Σ“ΣI
ABSTRACT II
ΒΎ“Μ’¬–ς¬έ1
ΒΎΕΰ’¬Η≈ ω2
2.1Φ–ΨΏΦ–ΫτΉΑ÷ΟΦΑΦ–ΨΏΧεΒΡΜυ±Ψ“Σ«σ2
2.2Μζ¥≤Φ–ΨΏΙΠ”Ο2
2.3Μζ¥≤Φ–ΨΏ‘ΎΜζ–ΒΦ”ΙΛ÷–ΒΡΉς”Ο3
2.4Μζ¥≤Φ–ΨΏΉι≥…3
2.5Μζ¥≤Φ–ΨΏΒΡΖ÷άύ4
2.6Μζ¥≤Φ–ΨΏΒΡ…ηΦΤ“Σ«σ6
2.7œ÷¥ζΜζ¥≤Φ–ΨΏΒΡΖΔ’ΙΖΔœρ6
ΒΎ»ΐ’¬ΝψΦΰΒΡΖ÷Έω7
3.1ΝψΦΰΒΡΉς”Ο7
3.2ΝψΦΰΒΡΙΛ“’Ζ÷Έω7
ΒΎΥΡ’¬ΙΛ“’Ιφ≥Χ…ηΦΤ8
4.1»ΖΕ®ΟΪ≈ςΒΡ÷Τ‘λ–Έ Ϋ8
4.2ΜυΉΦΒΡ―Γ‘ώ9
4.3÷ΤΕ®ΙΛ“’¬ΖœΏ9
4.4Μζ–ΒΦ”ΙΛ”ύΝΩΦΑΟΪ≈ς≥Ώ¥γΒΡ»ΖΕ®11
4.5»ΖΝΔ«–œς”ΟΝΩΦΑΜυ±ΨΙΛ ±13
ΒΎΈε’¬≥Β¥σΕΥΕΥΟφΦΑΠ’60ΩΉΦ–ΨΏ…ηΦΤ31
ΉήΫα34
≤ΈΩΦΈΡœΉ35

«Α…≤≥ΒΒς’ϊ±έΆβΩ«ΝψΦΰΆΦ

A3-―ΙΩι

A3-Φ–ΨΏΧε

A3-Φ–ΨΏΒΉΉυ

A3-ΤΫΚβΩι

A3-ΗήΗΥ

A3-Μ§Ωι

A3-Μ§Ωι2

A3-ΕΥΗ«

«Α…≤≥ΒΒς’ϊ±έΆβΩ«ΟΪ≈ς

ΟΪ≈ςΆΦ

Φ–ΨΏ…ηΦΤ≤ΩΖ÷

Ή÷ ΐ

ΙΛ–ρΩ®

’Σ“Σ

ΡΩ¬Φ

…ηΦΤΥυΑϋΚ§ΈΡΦΰ

Ιΐ≥ΧΩ®
…ξΟςΘΚΡΎ»ίά¥Ή‘”ΟΜß…œ¥ΪΘ§÷χΉς»®Ιι‘≠Ής’ΏΥυ”–Θ§»γ…φΦΑ«÷»®Έ ΧβΘ§«κ”κΈ“Ο«ΝΣœΒΘ§Έ“Ο«ΫΪΦΑ ±¥ΠάμΘΓ