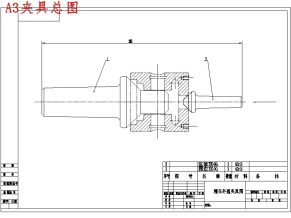
A3-ФкАхСуМўЭМ
здааГЕНХЕХФкАхГхбЙЙЄвеЗжЮігыФЃОпЩшМЦ
еЊвЊ
ГхбЙФЃОпРраЭжаЃЌМЖНјФЃЩњВњаЇТЪИпЃЌШнвзЪЕЯжЩњВњЛњаЕЛЏКЭздЖЏЛЏЃЌГЃгУгкдкХњСПЩњВњЁЃ
БОЮФвРОнздааГЕНХЕХФкАхГхбЙТфСЯФЃЃЌГхбЙСуМўНсЙЙМђЕЅЃЌОЋЖШвЊЧѓВЛИпЃЌГпДчВЛДѓЃЌЪєгкГЃФъДѓХњСПЩњВњЁЃОЙ§НсЙЙЗжЮіКЭЙЄвеЗжЮіЃЌдёгХЗНАИШчЯТЃКВЩгУЖрЙЄЮЛМЖНјФЃЩњВњЃЌЗжБ№НјааГхПзЁЂЗБпЁЂећаЮЁЂГхДѓПзЁЂГхаЁПзЁЂТфСЯСљЕРЛљБОЙЄађЁЃСуМўВФСЯЮЊQ235ЃЌДЫВФСЯЫмадКУЃЌгавЛЖЈЧПЖШЃЌЪЪгУгкЪмСІВЛДѓЕФСуМўЁЃГ§СЫАМЁЂЭЙФЃжЎЭтЃЌЖЈЮЛЪЧМЖНјФЃЩшМЦЕФжиЕуЃЌОЙ§МЦЫугыБШНЯЃЌЕквЛЙЄЮЛЩшжУЪМгУЕВСЯзАжУЁЂЕкЖўЙЄЮЛВЩгУЕЏЖЅЕВСЯЯњЁЂЦфгрЙЄЮЛВЩгУЕМе§ЯњНсКЯЕМСЯАхНјааЖЈЮЛЃЌвдБЃжЄЖЈЮЛЕФзМШЗКЭГхбЙМўЕФГпДчвЊЧѓЁЃВЂХфКЯЖдНЧаЭЕМжљФЃМмНјааЕМЯђЃЌвдЬсИпФЃОпЪйУќКЭЙЄзїжЪСПЁЃДЫЭтЃЌЭаСЯИЫБЃжЄЫЭСЯЃЌЕЏадаЖСЯАхаЖСЯЃЌаЖСЯСІВЛЬЋДѓВЂЧвГхбЙЪБПЩМцЦ№бЙСЯзїгУЁЃИУМЖНјФЃЗНАИПЩвдЪЕЯжздЖЏЛЏЩњВњЃЌЬсИпЙЄзїаЇТЪЃЌВЂЧвНЕЕЭГЩБОЃЌЭЌЪББЃжЄЙЄМўЕФЩњВњвЊЧѓЁЃ
ЙиМќзжЃКГхбЙЃЛМЖНјФЃЃЛГхПзЃЛЗБпЃЛТфСЯ
Abstract
In the different types of stamping die, the progressive die is commonly used in mass production because of high production efficiency, and it is easy to implement mechanization and automation in the production
On the basic of the bicycle pedal board stamping blanking die, this stamping parts has simple structure, the precision of the part is not too high, the size is not big, shape is not complex, and it belongs to high-volume production. After the structural analysis and process analysis, the final program has been determine, that is, the multi-position progressive die is used in production, next, it respectively finishes six basic processes including piercing,flanging, shaping, punching the large holes, punching the small holes and blanking. the material of the part is Q235which has good plastic and certain strength,it is usually used for the partswhich is not force heavily.In addition to the terrace die and the lower die, positioning is the focus of progressive die design,. After calculated and compared, the always-used trigger device is used in the first operating station, the trigger stop is used in the second operating station, the other station use guide pins toworkwith the guide plate for positioningwhichwill ensure the accurate position and size requirements of the stampings. diagonal guide pillars die setwith spring stripper is for guide to improve die life and quality of theworkpieces. The holding pole is used to ensure the material feeding, the spring stripper to discharge, its discharge power is not too large and it can binder in the stamping. This program of progressive die can automate the production, improve efficiency and reduce costs, at the same time, it can ensure the production requirements of theworkpiece
Keywords: stamping ; progressive die ; punching ; flanging ; blanking
ФПТМ
в§бд1
1СуМўЙЄвеЗжЮіМАЙЄвеЗНАИЕФШЗЖЈ2
1.1СуМўНсЙЙЗжЮі2
1.2ЙЄвеЗНАИЗжЮіМАШЗЖЈ3
1.3ГхбЙСуМўВФСЯЕФбЁдё4
2СуМўХХбљЗНАИЕФШЗЖЈМАМЦЫу4
2.1ХХбљЗНЗЈ4
2.2ДюБпКЭСЯПэ5
3ИїЙЄађжаЫљашСІЕФМЦЫу8
3.1ЗБпСІЕФМЦЫу8
3.2ГхВУСІЕФМЦЫу9
3.3ећаЮбЙСІЃК 10
3.4аЖСЯСІЁЂЖЅМўСІМАЭЦМўСІЕФМЦЫу11
4ГхбЙЩшБИЕФбЁдё. 12
4.1бЙСІжааФЕФМЦЫу12
4.2ГхбЙЩшБИРраЭЕФбЁдё12
4.3ГхбЙЩшБИЙцИёЕФбЁдё13
5ФЃОпжївЊГпДчЕФМЦЫу13
5.1ЗБпЙЄађЭЙЁЂАМФЃМЦЫу13
5.2ИїГхВУЙЄЮЛЭЙЁЂАМФЃМЦЫу14
5.2.1ГхВУМфЯЖгАЯьМАКЯРэбЁжЕ14
5.2.2ИїГхВУЙЄађАМЭЙФЃШаПкГпДчМЦЫу15
5.3ећаЮЙЄађЕФЭЙАМФЃЩшМЦ18
6ГхВУФЃОпжївЊСуВПМўЩшМЦ18
6.1ЭЙФЃРраЭМАГЄЖШМЦЫу19
6.1.1ЭЙФЃЕФРраЭ19
6.1.2ИїИіЭЙФЃГЄЖШМЦЫу19
6.1.3ИїЭЙФЃЕФЧПЖШаЃКЫ20
6.2АМФЃНсЙЙ23
6.3ЖЈЮЛСуМў24
6.3.1ЕМСЯАх24
6.3.2ЕВСЯЯњЁЂЕМе§Яњ25
6.4аЖСЯЁЂЭаСЯзАжУЃК 26
6.4.1аЖСЯзАжУ26
6.4.2ЭаСЯзАжУ28
6.5ФЃМмМАСуМў28
6.5.1ФЃМм28
6.5.2ЕМжљЁЂЕМЬз29
6.5.3ФЃБњ29
6.5.4ЕцАх30
7ФЃОпВФСЯЕФбЁгУКЭШШДІРэЗНЗЈ30
7.1ЭЙФЃгыАМФЃВФСЯКЭШШДІРэ30
7.2ГхВУФЃСуВПМўЕФВФСЯКЭШШДІРэ30
8ФЃОпЕФзАХфЁЂЕїЪдгыЙЄзїСїГЬ31
8.1ФЃОпЕФзАХф31
8.2ГхВУФЃОпЕФЕїЪд34
8.3зюжеЗНАИМЖНјФЃЕФЙЄзїЙ§ГЬИХЪі35
9МЖНјФЃЙЄзїСїГЬМАСуВПМўЙЄвеПЈ36
10змНс40
аЛДЧ41
ВЮПМЮФЯз42

A0-зАХфЭМ

АМФЃ-A1

ГхДѓПзЭЙФЃ-A3

ГхаЁПзАМФЃЯтПщ-A3

ГхаЁПзЭЙФЃ-A3

ГхдЄжЦПзАМФЃЯтПщ-A3

ЗБпЭЙФЃ-A3

ХХбљЭМ-A3

ЭтаЮЭЙФЃ-A3

аЖСЯАх-A1

дЄГхПзЭЙФЃ-A3

ећаЮЭЙФЃ-A3

2еЊвЊ

3ЩшМЦЫљАќКЌЮФМў

4ФПТМ

1зжЪ§

5ЙЄвеЗжЮі
ЩъУїЃКФкШнРДздгУЛЇЩЯДЋЃЌжјзїШЈЙщдзїепЫљгаЃЌШчЩцМАЧжШЈЮЪЬтЃЌЧыгыЮвУЧСЊЯЕЃЌЮвУЧНЋМАЪБДІРэЃЁ