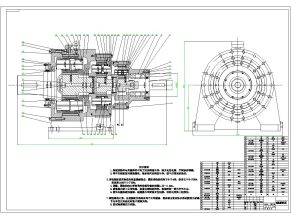
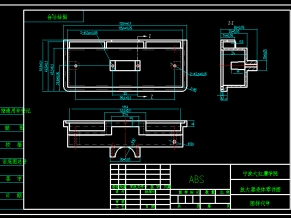
齿轮泵体零件-Model
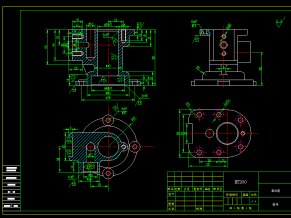
题目所给的零件是齿轮泵泵体。它作为齿轮泵主体,主要作用是:作为齿轮的支撑件,连接吸油和压油管路,并形成密封腔,其形状及加工精度直接影响齿轮泵的工作性能。
1.1.2零件的工艺分析
本零件可从零件图中可知,它有四组加工面,而有位置要求,还有四组孔,也有位置和精度要求。
1、零件底面,它是毛坯铸造出来之后等待加工的第一个面,此面将作为初基准,表面粗糙度为12.5。根据表面粗糙度要求我们仅采取粗铣的加工方式,即节省时间又能达到技术要求。
2、零件底面孔,它是以上端面为基准而加工的,它起固定连接齿轮泵体的作用,并作为后续孔加工的定位基准。由于对其没有形位误差与尺寸误差要求,故仅对其采取钻削加工。
3、零件前后两面,它是以底面为基准而加工的,其作用是用于固定泵盖,以形成密封,并为后续孔的加工作为定位基准。表面粗糙度要求为1.6,两面之间与基准面之间有形位误差要求:两面平行度为0.05,与基准面垂直度0.04。我们采取粗铣,精铣的加工路线,以达到要求。
4、零件两侧面,它是以底面为基准加工,由于对其没有形位误差与尺寸误差要求,故仅对其采取粗铣加工。
5、零件两侧面管螺纹G3/8,由《机械加工工艺手册》查知底孔为φ14.951,考虑到工艺要求我们采取钻、攻丝两步工序。
6、零件齿轮腔,由加工工艺要求,采用车削加工,为达到其精度要求,采取粗车,半精车,精车的加工路线。
7、零件齿轮腔内两侧面,在已车削齿轮腔内圆的基础上,采取粗铣加工,即能达到加工要求。
8、零件前后两面螺纹孔,它是以前后两面为基准而加工的,其作用是用于固定泵盖,以形成密封,其尺寸及精度要求为M6-7H,考虑到工艺要求我们采取钻、攻丝两步工序。
9、零件前后两面定位孔,它是以前后两面为基准而加工的,其作用是用于定位泵盖,考虑到工艺要求配合泵盖我们采取钻削工序。
由以上工艺过成的完成,本零件也按要求加工完成。

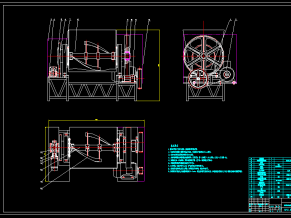
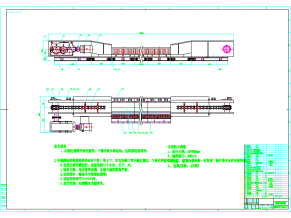
车床夹具图-Model

工艺

夹具体

目录