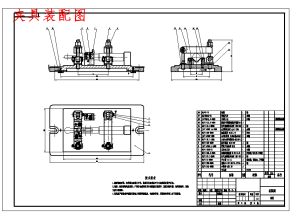
铣床夹具装配图
摘要
减速器箱体零件的工艺规程及其铣尺寸159两侧面的铣床夹具设计是在学完了大学阶段所有课程之后的下一个教学环节。它一方面要求学生通过设计能获得综合运用过去所学过的全部课程进行工艺及结构设计的基本能力。另一方面能让我们熟练运用机械制造工艺学中的基本理论以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺寸确定等问题,保证零件的加工质量。
关键词:工艺、工序、切削用量、夹紧、定位、误差。
ABSTRCT
The reduction gear box body components technological process and its the milling two sides of dimension 159 jig design was in study over the university has carried on the curriculum designed after the next teaching link. It on the one hand requests the student to be able to obtain the synthesis utilization has studied in the past the complete curriculum through the design to carry on the craft and the structural design basic capability. On the other hand can let us skilled utilize in the machine manufacture technology the elementary theory as well as the practice knowledge which arrives in the production practice middle school, correctly solves a components in processing localization, clamps as well as the craft route arrangement, the craft size firmly grades the question, the guarantee components processing quality.
Keywords: The craft, the working procedure, the cutting specifications, clamp, the localization, the error
目录
中文摘要…………………………………………………………………………………… Ⅰ
英文摘要…………………………………………………………………………………… Ⅱ
第一章绪论…………………………………………………………………………………1
第二章工艺设计…………………………………………………………………2
2.1零件分析.......................................................... 2
2.1.1零件的作用………………………………………………………………………… …2
2.1.2零件的工艺分析.......................................................2
2.2毛坯的选择与设计及基准的确定............... ............................2
2.2.1确定毛坯制造形式.......................................................3
2.2.2基准的选择.............................................................3
3.3工艺规程的设计…………………………………………………………4
2.3.1制定工艺路线… ………… ………………… …………………………………………4
2.3.2工艺方案的比较分析…………………………………………………………………… 6
第三章工序设计…………………………………………………………………7
3.1加工设备与工艺装备的确定……………………………………………7
3.2工序尺寸、公差与加余量确定的..................................... ..8
3.3切削用量与时间定额的确定………………………………………………………9
3.3.1工序Ⅲ:铣端面φ80mm ………………………………………………………………… 9
3.3.2工序Ⅴ:粗、半精镗孔φ52H8 …………………………………………………………10
3.3.3工序Ⅰ:铣尺寸159mm两端面………………………………………………………… 11
第四章专用夹具的设计……………………… ……………………………………16
4.1任务的提出…………………………………………………………………………16
4.2定位方案与定位元件的确定………………………………………………………16
4.3夹紧方案与夹紧机构的确定………………………………………………………16
4.4对刀装置的确定……………………………………………………………………18
4.5夹具结构的设计……………………………………………………………………18
4.5.1夹具体方式的确定……………………………………………………………18
4.5.2夹具的装配………………………………………………………………… 19
4.5.3夹具的精度要求……………………………………………………………… 19
4.5.4夹具使用注意事项、保养及维护……………………………………………… 20
4.6夹紧力的计算………………………………………………………………………20
4.6.1切削力的计算…………………………………………………………………20
4.6.2夹紧力的计算…………………………………………………………………21
4.7定位误差分析………………………………………………………………………21
4.8液压油缸的设计……………………………………………………………………23
4.8.1活塞作用力P的计算…………………………………………………………23
4.8.2油缸内径及活塞杆直径的计算……………………………………………… 23
4.8.3油缸壁厚的计算和验算……………………………………………………… 24
4.8.3油缸设计综述………………………………………………………………………… 25
第五章设计总结……………………………………………………………………… 27
5.1改进方案……………………………………………………………………………27
参考文献……………………………………………………………………………28
致谢…………………………………………………………………………………29

减速箱体零件图A1

减速箱体毛坯图A1

滑块9

滑块18

连接板20

套筒7

套筒14

推杆32

推杆33

压块31

油缸36

油缸后端盖

油缸前端盖

支撑板11

杆15

字数统计

摘要部分

粗镗直径52孔工序卡工序卡

加工过程卡

设计所包含文件

铣159两端面工序卡

设计目录

夹具设计部分