

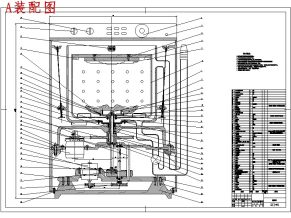
夹具装配图
CA6140车床831008拨叉零件数控加工工艺及工装设计
摘要
本设计分析研究了CA6140车床变速箱中拔叉零件的加工工艺规程及夹具设计。由于拔叉零件的结构较为复杂,工序较多,因此为保证加工精度提高生产率及降低劳动强度,考虑采用数控机床进行加工,首先进行了拨叉零件工艺性分析、确定了工艺方案及加工顺序,进行了拨叉零件数控加工工艺规程设计和钻孔工序的夹具设计,为拨叉零件在数控机床上加工提供了理论依据和有效的硬件保证。
关键词:数控加工工艺,定位,夹紧,专用夹具
CA6140 Lathe 831008 Fork Parts CNC Machining
Technology and Equipment Design
Abstract
Analysis of the design of the gearbox in the CA6140 lathe machining fork and Fixture Design Process.Fork parts as a result of the more complex the structure, process more, so in order to ensure the accuracy of processing to increase productivity and reduce labor intensity, consider the use of CNC machine tools for processing, first of all, a fork components analysis process to determine the technology solutions and processing order , a fork parts Process Design CNC machining and drilling of the fixture design process, fork parts for CNC machine tools in the processing provides a theoretical basis and an effective assurance of hardware.
Keywords: NC Machining Process, Positioning, Clamping, Special Fixture
目录
摘要1
Abstract 2
1绪论5
2数控加工工艺概述5
2.1数控加工工艺分析的一般步骤与方法5
2.2机床的合理选用5
2.3数控加工零件工艺性分析6
2.3.1零件图样上尺寸数据的给出应符合编程方便的原则6
2.3.2零件各加工部位的结构工艺性应符合数控加工的特点6
2.4加工方法的选择与加工方案的确定6
2.4.1加工方法的选择6
2.4.2加工方案确定的原则7
2.5工序与工步的划分及加工顺序安排7
2.5.1工序的划分7
2.5.2工步的划分7
2.5.3加工顺序安排8
2.6零件的安装与夹具的选择8
2.6.1定位安装的基本原则8
2.6.2选择夹具的基本原则8
2.7刀具的选择与切削用量的确定8
2.7.1刀具的选择8
2.7.2切削用量的确定9
2.8对刀点与换刀点的确定9
2.9加工路线的确定9
3拨叉零件数控加工工艺分析10
3.1拨叉零件的作用10
3.2拨叉零件的工艺分析11
3.3确定拨叉零件生产类型11
3.4确定拨叉零件毛坯类型11
3.4.1确定毛坯种类11
3.4.2确定铸件加工余量及形状11
3.4.3绘制铸件零件图12
3.5拨叉零件数控加工工艺规程设计12
3.5.1选择定位基准12
3.5.2制定数控加工工艺路线12
3.6机械加工余量、工序尺寸及公差的确定13
3.6.1圆柱表面工序尺寸13
3.6.2平面工序尺寸14
3.6.3确定切削用量及时间定额14
4夹具设计23
4.1问题的提出23
4.2夹具设计23
4.2.1定位基准选择23
4.2.2切削力及夹紧力计算24
4.3定位误差分析24
4.3.1定位元件尺寸及公差的确定24
4.3.2计算钻套中心线与工作台的垂直度误差24
4.3.3计算定位销轴与工作台的平行度误差25
4.4夹具设计及操作的简要说明25
5结束语27
致谢28
参考文献29

夹具体

拨叉零件图

V形块

字数统计

拨叉毛胚图

夹具设计部分

设计所包含文件





















CAD图纸+说明书")



