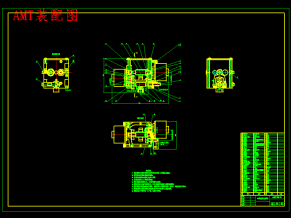
�о�װ��ͼA1
ժҪ
�����������У�ʹ��������ԭ���ϣ�ë����������ܳɵȣ����ʺ�����״̬����ֱ�ӱ仯�Ĺ��̽й��չ��̣���ë�����죬��е�ӹ����ȴ�����װ��ȶ���֮Ϊ���չ��̡����ƶ����չ����У�Ҫȷ��������İ�װ��λ�ù�����Ҫ�Ĺ������ӹ��ù���Ļ����������Ľ�������������ȣ�����ת�ٺ������ٶȣ��ù���ļоߣ��������ߣ������ߵ��������ߵ����ȣ�������ù���Ļ���ʱ�䣬����ʱ������ط���ʱ�䡣
�ؼ��ʹ����գ��������ӹ���������λ�������н���
ABSTRACT
Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.
Keywords�� The process, worker one, worker's step , the surplus of processing, orient the scheme , clamp strength
Ŀ¼
һ������Ļ������6
1�������;6
2����Ĺ��շ���6
3ҡ�˵���Ҫ����Ҫ�� 6
4ȷ���������ͣ� 7
����ȷ��ë��������ë����ͼ7
1ȷ��ë�����ࣺ 7
2ȷ��ë���ijߴ繫��ͻ�е�ӹ������� 7
�������չ�����8
1��λ����ѡ��8
2����ӹ�������ȷ��8
3�ƶ�����·��8
4ȷ����м����������ʱ��12
��������15
1�����15
2�������15
3ѡ��н�����16
4����������16
5�������17
6�о���Ƽ�������Ҫ˵��17
�����18

���ͼ

���A2

ë��ͼ

����ͳ��

����������ļ�

����

�о���Ʋ���

���̿�

˵����ǰ��ҳ

��������ȷ��
���������������û��ϴ�������Ȩ��ԭ�������У����漰��Ȩ���⣬����������ϵ�����ǽ���ʱ������