
正等轴-线纹尺显微镜
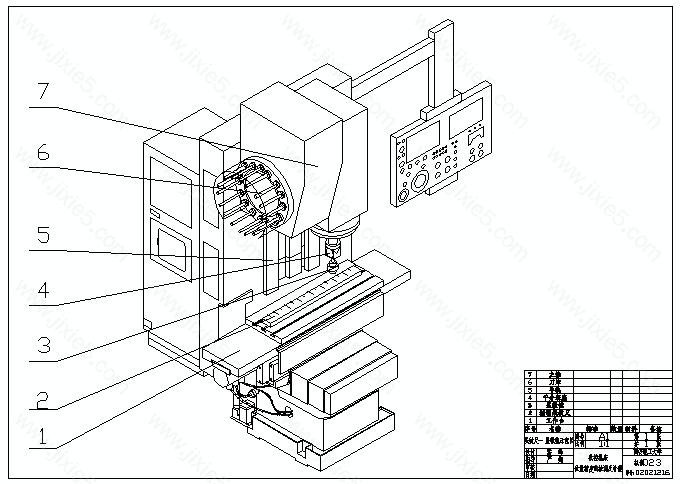
本课题主要研究数控机床位置精度的三种检测方法及补偿方法。数控机床位置精度的检测方法有:双频激光干涉仪检测法,块规法,线纹尺-显微镜法。本次要求了解块规法及线纹尺-显微镜法,学习RENISHAW的双频激光干涉仪检测方法。主要研究双频激光干涉仪在直线运动定位精度检测中的工作原理及使用方法。学习数控机床位置精度相关标准。检测一台数控机床。数控机床位置精度的补偿方法有:机械式补偿法,软件式补偿法,丝杠螺距误差补偿法,电气补偿法等。主要研究软件式补偿法,丝杠螺距误差补偿法,电气补偿法。对上述检测的数控机床,进行数据分析,然后采取软件式补偿法,并比较补偿前后的精度差别。
对于数控机床定位精度的检测:由于双频激光干涉仪的检测精度较高,故在国际上常采用双频激光干涉仪进行测量。如采用美国惠普公司生产的HP5528A双频激光干涉仪和英国雷尼绍公司生产的ML10双频激光干涉仪。鉴于国内目前双频激光干涉仪数量较少,而且由于线纹尺-显微镜法和块规法操作简单投入经费少,故国内常采用线纹尺-显微镜法和块规法进行检测。对于数控机床位置精度的补偿,现在有机械式补偿法,软件式补偿法,丝杠螺距误差补偿法,电气补偿法等。
机床位置精度的主要检测项目有:
①直线运动位置精度(包括X ,Y,Z,U,V,W轴);
②直线运动重复定位精度;
③直线运动反向间隙(失动量)测定;
④直线运动的原点返回精度;
⑤回转运动定位精度(转台A,B,C轴);
⑥回转运动重复定位精度;
⑦回转轴原点的返回精度;
⑧回转运动反向间隙(失动量)测定。
测量直线运动的检测工具有:测微仪和成组块规,标准长度刻度尺和光学读数显微镜及双频激光干涉仪等。标准长度测量以双频激光干涉仪为准。回转运动的检测工具有:360度齿精确分度的标准转台或角度多面体、高精度圆光栅及平等光管等。
文件列表
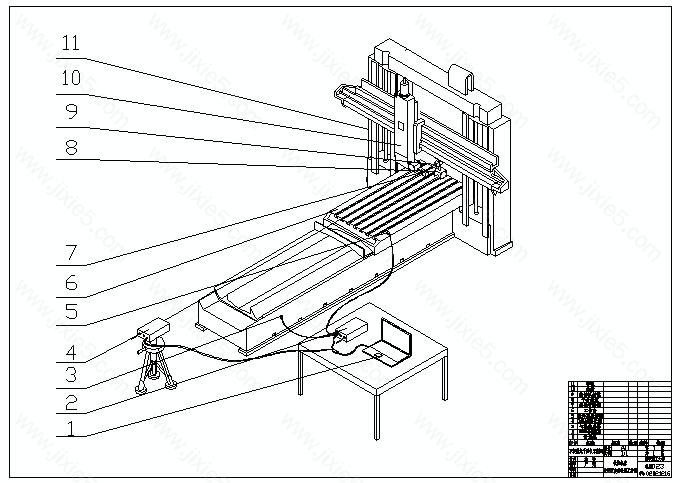
正等测-双频激光干涉仪

















")

")
")
")