

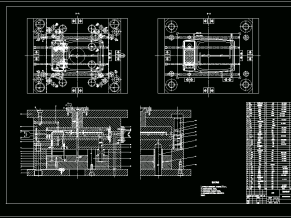
装配图A1
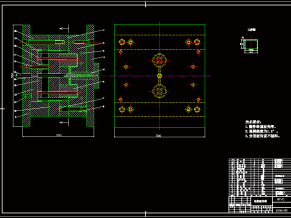
制定涡轮变速箱零件的加工工艺,设计铣尺寸82的铣床夹具(含CAD图)
2.1确定毛坯的制造形式
零件材料为HT200,涡轮变速箱工作时受到的力与振动较大,因此应该选用铸件,以使金属纤维尽量不被切断,提高零件力学性能和强度,保证零件工作安全可靠。由于零件年产量为中批生产,而且零件属于轻型机械,故可采用铸造成型。这从提高生产率,保证加工精度上考虑,也是应该的。
零件形状并不复杂,因此毛坯形状可与零件形状尽量接近,各小孔不铸出。
目录
第一章零件分析1
第二章工艺规程设计2
2.1确定毛坯的制造形式2
2.2定位基准的选择2
2.3制定加工工艺路线3
2.4机械加工余量、工序尺寸及毛坯尺寸的确定3
2.5确定切削用量及基本工时5
第三章夹具设计19
3.1定位基准的选择19
3.2切削力及夹紧力的计算19
3.3误差分析20
3.4定位键与对刀装置的设计20
课程设计心得体会23
参考文献24

夹具体A1

零件图A3

毛坯图A3









")




底盘变速箱改造设计与校核【含CAD图纸】")
变速箱取力器及水泵传动【含CAD图纸】")
")

变速箱取力器及水泵传动设计【含CAD图纸】")