连杆――A2
1.1零件的作用
连杆连杆机构中两端分别与主动和从动构件铰接以传递运动和力的杆件。例如在往复活塞式动力机械和压缩机中,用连杆来连接活塞与曲柄。连杆多为钢件,其主体部分的截面多为圆形或工字形,两端有孔,孔内装有青铜衬套或滚针轴承,供装入轴销而构成铰接
1.2零件的结构工艺分析
零件的结构的工艺性是指所设计的零件在满足使用要求的前提下,制造的可行性与经济性。零件结构工艺性审查如下所述:
1、车床小刀架作出工艺凸台,以便加工下部燕尾槽导轨面时装夹方便。
2、锥形零件应作出装夹工艺面以便装夹。
3、避免设置倾斜的加工面,以便减少装夹次数。
4、改为通孔或扩大中间孔可减少装夹次数,保证孔的同轴度。
5、被加工表面设置在同一平面,可一次走刀加工,缩短调整时间。
6、锥度相同只需作一次调整。
7、轴上的沉割槽、键槽或过渡圆角应尽量一致,以减少刀具种类。
8、底部为圆形弧,只能单件垂直进刀加工,改为平面可多件连续加工。
9、需多刀加工的零件,各段长度应相近的整数倍,车刀按间距设置,刀架移动即可。
10、避免内表面、内凹面的加工,利于提高效率,保证精度。
11、加工螺纹时应留有退刀槽,或具有螺纹尾扣,以方便退刀。
12、磨削时各表面间的过渡部分,应留有越程槽。
13、加工多联齿轮或插键槽时应留有空刀。
14、将支承面改为台阶式,将加工面铸出凸台、保留精加工面的必要长度,以减少加工面,提高效率,保证精度。
15、避免在斜面上钻孔,避免钻头单刃切削,防止刀具损坏和孔中心偏斜。
16、避免深孔加工,改善排屑和冷却条件。
17、刀具应易于加工切削部位,避免采用接长钻头等非标准刀具。

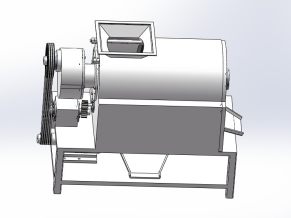
装配图――A0

夹具体――A1

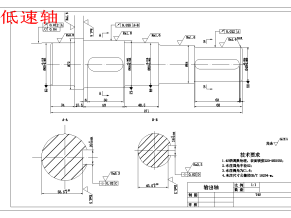
连杆毛坯图――A3

工艺过程卡

目录及字数

全部文件

工序卡