

后托架
目录
前言2
1零件的分析: 2
1.1计算生产纲领,确定生产类型: 2
1.2零件的作用: 2
1.3零件的工艺分析: 2
2.工艺规程的设计: 3
2.1确定毛坯的制造形式: 3
2.2基准的选择3
2.3制订工艺路线: 4
2.4机械加工余量、工序尺寸及毛坯尺寸的确定: 6
2.5确定切削用量及基本工时: 7
3.钻孔夹具设计23
3.1研究原始质料23
3.2定位基准的选择23
3.3切削力及夹紧力的计算23
3.4误差分析与计算24
3.5夹具设计及操作的简要说明25
结束语26
参考文献27
总结28
前言
机械制造工艺与机床夹具课程设计是在学完了机械制造工艺与机床夹具和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。这是我们在进行课程设计之前对所学课程的一次深入的全面总复习,也是一次理论联系实际的训练。因此,它在几年的学习中占有重要的地位。
就我个人而言,希望通过这次课程设计,对今后将从事的工作,进行一次适应性训练,通过设计锻炼自己分析问题、解决问题的能力,为回厂后的工作打下一个良好的基矗
由于能力所限,设计中尚有许多不足之处,希望各位教师给予批评指教。
1零件的分析:
1.1计算生产纲领,确定生产类型:
零件图上为CA6140车床上的后托架,生产量为2000件,该产品属于轻型机械,根据表1-3生产类型与生产纲领等的关系,可确定其生产类型为中批生产。
1.2零件的作用:
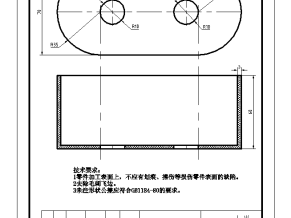
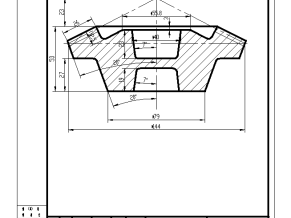
后托架在CA6140车床床身的尾部,三个孔分别装丝杠、光杠、转向开关,起加强固定作用;在40mm与30.2mm之间的孔为毛线孔,用于导通油路;旁路的螺纹孔是连接油盖的;正面的四个孔将后托架固定于车床尾部。

夹具装配图

工序卡10(铣)

工序卡20(钻)

工序卡30(钻)

工序卡40(扩)

工序卡50(钻)

工序卡60(攻)

工序卡70(半精镗)

工序卡80(精镗)

工序卡90(加工油槽去毛刺)

工序卡100(终检)

夹具零件图

毛坯图

工过程卡

夹具设计部分

目录

设计所包含文件

字数
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!




















")
![CA6140车床后托架[831001]工艺规程及钻、铣夹具设计(3套夹具)+说明书+工序卡](http://img.jixie5.com/d/file/2020/04/19/39f96b71754c4684c7c46c72c65e0d44.png@!l "CA6140车床后托架[831001]工艺规程及钻、铣夹具设计(3套夹具)+说明书+工序卡")


