车削
镍基高温合金因其优异的抗蠕变、耐高温疲劳、抗氧化和抗腐蚀性,已广泛应用于航空发动机等关键构件的制造中。细长轴类零件的数控(Numerical Control, NC)精密加工尤其关键而复杂,切削参数选择直接关联到加工效率和产品精度。本研究围绕镍基高温合金特种材料GH4169的数控车削加工,提出切削参数的优化模型与策略。首先针对GH4169合金的材料特性,分析其在车削加工过程中的切屑形态和力学行为,明确了加工难点。研究通过HITACHI HT23SII高精度数控车床,使用标号为CNMG 120408-TF的车削刀具,在严格控制车削精度与表面完整性的前提下,设计了一系列切削实验。实验证据响应面法(Response Surface Methodology, RSM)和设计实验论(Design of Experiment, DOE),调整主轴转速、进给率、切削深度等参数,并对切削力、表面粗糙度、刀具磨损等指标进行了量化分析。参数优化过程采用遗传算法(Genetic Algorithm, GA)、模拟退火(Simulated Annealing, SA)和粒子群优化(Particle Swarm Optimization, PSO)三种算法,基于既定目标函数,结合约束条件,对参数进行了迭代搜索。实验结果表明,采用优化后的参数比传统经验参数能有效减小切削力,降低表面粗糙度,并显着提高刀具寿命,进而验证了所建优化模型和算法的有效性。参数优化对细长轴类零件的高效、高精度加工具有现实指导意义,对数控加工技术的深入应用和发展提供了理论依据和技术支撑。

目录

说明书

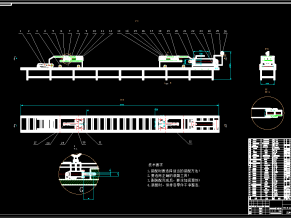
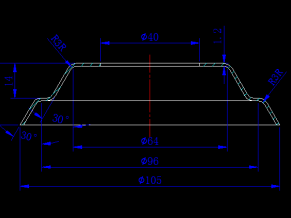
细长轴零件图

细长轴三维

装夹方案
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!