

A2-曲柄扇形拨叉
目录
序言1
1计算生产纲领、确定生产类型2
1.1生产纲领2
1.2生产效率分析2
1.3生产类型3
2零件的分析4
2.1零件的作用4
2.2零件的分析4
3确定毛坯制造形式5
4拟定工艺路线6
4.1基面的选择6
4.1.1粗基准的选择原则6
4.1.2精基准选择的原则6
4.2选择加工方法7
4.3划分加工阶段7
4.4工序的集中与分散8
4.5确定工序顺序8
5拟定工艺设计10
5.1确定各工序的加工余量、计算工序尺寸及公差10
5.2选择机床及工装11
5.3制订工艺路线12
5.4确定切削用量以及时间定额12
6钻床夹具设计21
6.1问题的提出21
6.2定位基准的选择21
6.3定位误差分析21
6.4切削力的计算与夹紧力分析22
6.5钻套设计22
6.6夹具设计及操作简要说明25
参考文献26
序言
本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。
扇形拨叉加工工艺规程及钻Φ15H7孔的夹具设计,包括零件加工的工艺设计、工序设计以及专用夹具设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
1计算生产纲领、确定生产类型
1.1生产纲领
生产纲领:企业在计划期内应当生产的产品产量和进度计划。年生产纲领是包括备品和废品在内的某产品的年产量。零件的生产纲领按下式计算。
N=Qn(1+a+)
式中: N――零件的生产纲领(件/年)
Q――机器产品的年产量(台/年)
n――每台产品中该零件的数量(件/台)
a――备品百分率
――废品百分率
1.2生产效率分析
操作者按规定的作业方法工作时,他的能力或努力程度叫效率。主要用来考核纯生产能力,不包括由技术、材料等其它问题所引起的能力损耗。
1)标准工时:标准工时=标准作业时间+辅助时间
指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其包含直接工
时与间接工时。即加工每件(套)产品的所有工位有效作业时间的总和。
a\标准工时:标准工时=生产一个良品的作业时间。
b\标准工时=正常工时+宽放时间=正常工时×(1+宽放率)
c\工厂使用的宽放率一般在10%~20%,对一些特殊的工种,如体力消耗较大的工种,宽放率可适当放宽一些
d\正常工时是人工操作单

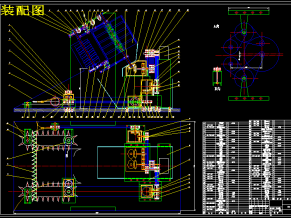
A1-装配图

A2-毛坯图

A2-夹具体

工序卡片07

工艺过程卡片


全部文件
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!


















零件的加工工艺规程及钻Φ22孔的专用夹具设计CAD图纸+说明书+工序卡+工艺卡")
零件的加工工艺规程及钻Φ22孔的专用夹具设计CAD图纸+说明书")

零件的加工工艺规程及钻Φ22孔的专用夹具设计CAD图纸+说明书+工序卡+工艺卡")
")
")

