

控制梯形图
机床的发展与应用,大大降低了零件加工的辅助时间,极大的提高了生产率。随着数控机床的普及应用,机械加工的自动化程度大大提高,数控机床发展成了当今普遍应用的一种更新、更先进的制造设备即加工中心。加工中心带有刀库和自动换刀装置,能对工件按预定程序进行多工序加工的高度自动化的多功能的数字控制机床。
自动换刀装置应当满足换刀时间短、刀具存储量足够、刀具的安置空间小以及安全可靠等基本要求。加工中心的关键在于CNC对刀库的自动选刀和刀库、自动换刀系统与主轴间的自动换刀,加工中心出现故障80%都在上述方面本课题就是针对现有的自动换刀装置进一步减少换刀时间,利用PLC对刀库的选刀控制和刀库、自动换刀系统与主轴间的自动换刀控制以及刀库精确定位。利用PLC控制液压传动机构,使液压传动更加稳定和精确。
本设计的题目是基于PLC加工中心刀库换刀控制系统的设计。通过分析刀库的自动换刀的过程,使刀库在加工中心上能配合换刀自动换刀系统的需要――能在数控程序的控制下灵活的实现换刀过程每次换新刀只需输入相应换刀号信号即可。在分析控制要求的基础上,设计出相应控制程序。控制程序包含:建立当前刀具库映像、记录请求刀具号、转盘转动方向判断并确定转盘正反转、发出脉冲控制刀盘转动、到位灯及换刀指示灯显示等部分,程序结构性好、可读性强、运行效率高,能很好地满足实用要求。

atc作用

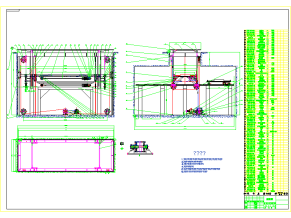
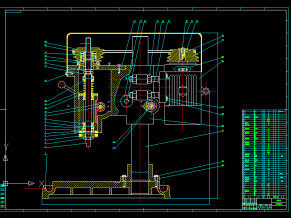
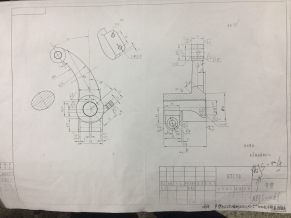
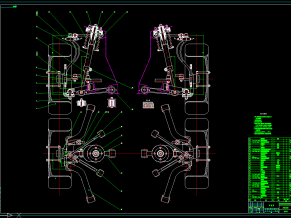
换刀机构研究

接线图

控制原理图

说明书目录1

说明书目录2

说明书字数

绪论


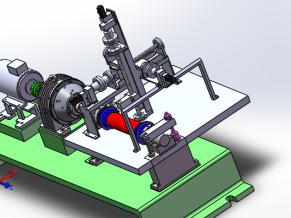













SolidWorks三维模型")




