箱体零件图A3-Model
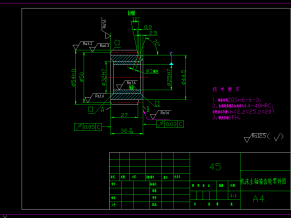
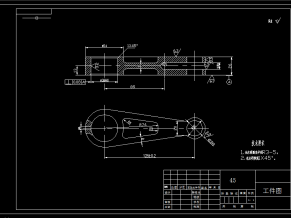
箱体材料为HT200,即灰铸铁。该材料具有较高的强度、耐磨性、耐热性根,工艺简单,铸造应力小,易加工,需人工时效;有一定的机械强度及良好的减振性,流动性能好、体收缩和线收缩小;综合力学性能低,抗压强度比抗拉强度高约3-4倍;耐热性较好;可承受较大的弯曲应力;主要用于强度、耐磨性要求较高的重要零件和要求气密性的铸件。
生产批量为大批量生产,故毛坯精度应为中等,加工余量中等;加工机床部分采用通用机床,部分采用专用机床;按零件分类,部分布置成流水线,部分布置成机群式;广泛采用专用夹具,可调夹具;按零件产量和精度,部分采用通用刀具和量具,部分采用专用刀具和量具;部分采用划线找正装夹,广泛采用通用或专用夹具装夹;有较详细的工艺规程,用工艺卡管理生产。
该箱体上的主要加工部位为左右端面,轴线与左右端面垂直的一系列孔以及轴线与左右端面平行的3个孔。
其中,右端面为重要的配合面,平面度要求为0.05mm直接影响箱体与其他零件的接触精度与密封性,右端面上的3-M5均布孔的孔在位置度要求上为Φ0.2。
左端面上距离右端面115.5的圆环面相对于Ф120的孔的轴线的垂直度要求为0.02mm。左端面上3-Ф5的均布孔的位置度要求为0.02。
轴线与左右端面垂直的一系列孔同轴度要求为Φ0.025,精度求较高,部分孔径的尺寸如Ф35孔和Ф52孔在尺寸精度上需要保证。
轴线与左右端面平行的3个孔的尺寸分别为Ф42 、Ф62 、Ф88 ,都需要进行半精镗或精镗加工。这三个孔的同轴度要求为Ф0.02。另外箱体的多个加工面的粗糙度都有一定要求,加工工艺需要满足其要求。

毛坯―零件综合图A3-Model

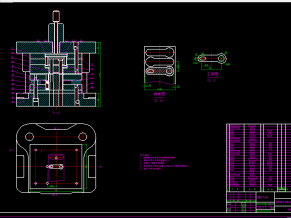
铣床夹具体A2-Model

铣床支承板A4-Model

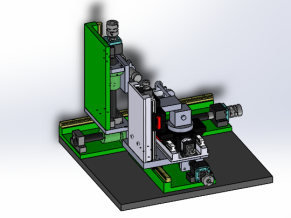
装配体 A1-Model

钻床夹具体A2-Model

钻床装配图A0-Model

钻模板A3-Model